How Automated Measurement Tech Ensures the First Part Is the Right Part
Many machine shops, especially those that have adopted robotic equipment tending, have turned to automated measurement technology as the surest way to avoid scrapping workpieces.
Between coordinate measuring machines and in-process probing, gauging, and process control systems, there’s virtually no excuse for shipping a bad part.
Even making a bad part is easier to avoid than ever, thanks to stable, predictable processes that include tool life management and robust workholding.
Another game changer is the rise of automated measurement systems, which machine shops are increasingly relying on as the surest way to prevent scrapping of costly workpieces as they cope with a widening shortage of workers.
That’s especially true for businesses that have turned to automation, or robotic machine tending.
Climbing the Pyramid
Dan Skulan is entirely onboard with all forms of automated measurement, but he’s quick to point out that reducing the likelihood of bad parts begins with something more fundamental.
“I’ve been accused of sounding like a broken record, but part accuracy begins with calibration of the machine tool used to produce those parts,” says the general manager of industrial metrology at Renishaw. “This serves as the basis of our Productive Process Pyramid,” the company’s framework for identifying and controlling variations in machining and manufacturing settings.
“You have to begin by assuring the capability of the machine tool, whether it’s a CNC lathe, machining center or 3D printer,” Skulan says. “That’s done through regular laser and ballbar measurement of the different axes and then taking the appropriate steps to eliminate any errors.”
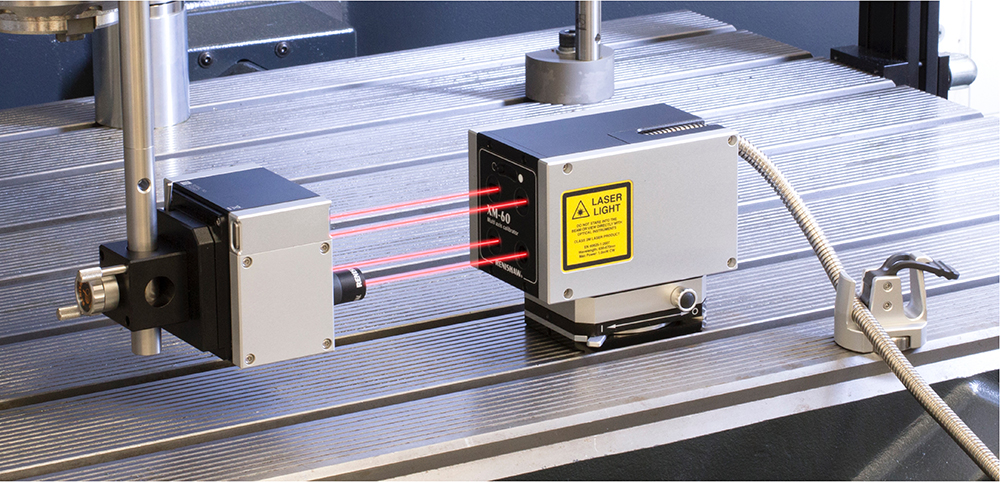
Renishaw's XM-60 is a laser measurement system capable of gauging errors in six degrees of freedom along a linear axis, simultaneously from a single set-up. | Image courtesy of Renishaw
Level I of the pyramid, Process Foundation, is not an automated process, but Level II—Process Setting—is. Renishaw’s Process Setting uses macro-powered, machine-mounted probing systems to determine cutting tool and workpiece offsets and correct any misalignment of the latter. Skulan notes that doing so helps ensure the first part is a good part.
The same probes can then be used for automated measurement and dimensional corrections during the machining process—Level III—although as any machinist knows, parts can also be removed from the machine and measured offline on a coordinate measuring machine (CMM) or gauging device such as the company’s Equator system.
Fast, Flexible Workholding
Which one to use depends on several factors, beginning with speed. “If it takes 20 seconds to probe a part in the CNC but the total cycle time is only 30 seconds, taking it offline probably makes a lot more sense,” Skulan says.
Still, the act of taking parts in and out of the machine midcycle can itself lead to inaccuracies, which is why any scrap reduction strategy should also include high-quality, repeatable workholding (such as a zero-point system) on the CMM and machine tool alike.
Workholding aside, Skulan suggests that the most proactive way to prevent bad parts is through in-process metrology. CMMs are designed to measure the part after the fact, when it’s often too late to do anything about an errant feature.
“Progressive shops are always trying to do better, faster, quicker.”
Gene Hancz,Mitutoyo America Corp.
“We classify a CMM as Level IV, or Post-Process Monitoring, which is the top of the pyramid,” he says. “Yes, they’re often used for manual, in-process part-checking, but from an automated perspective, a CMM’s measurement program typically evaluates the part once all of the processing is complete. A machine-mounted probe, on the other hand, provides feedback while there’s still time to adjust the workpiece.”
Tracking Coordinates
When CMM programming is used, it should be fast, easy and preferably as automated as the measuring process itself, says Gene Hancz, CMM product manager at Mitutoyo America Corp.
He and his colleagues have a mantra: Stop programming, start planning.
They’re referencing a software tool designed to do precisely that. MiCAT Planner “simplifies the creation of CMM part programs and reduces programming time by up to 95 percent,” the company says.
Mitutoyo's MiSTAR 555 CMM, designed for production environments, boasts an open bridge, symmetric structure and temperature compensation that guarantees accuracy from 10 to 40 degrees Celsius. | Photo courtesy of Mitutoyo America
That’s good news for a machine shop’s quality assurance team, but there is a caveat.
“If you present us with a CAD model that contains PMI [product manufacturing information] and GD&T [geometric dimensioning and tolerancing] information, we can literally import it into the software and generate a complete measurement routine, right down to the styli and probe selection,” Hancz says.
There’s one more qualifier: Automated measurement in this setting means placing an expensive device that’s traditionally reserved for use in environmentally controlled inspection rooms—a CMM—into an area that’s anything but controlled: a shop floor.
Hancz isn’t worried. He’ll tell you that Mitutoyo’s MiSTAR 555 CMM is designed for production environments. It boasts an open bridge, symmetric structure and temperature compensation that guarantees accuracy from 10 to 40 degrees Celsius (50 to 104 degrees Fahrenheit), and an absolute scale system with twice the contamination resistance of conventional CMMs.
Automated Inspection
Mitutoyo and other metrology providers recognize the growing demand for automation and are responding by making their products more robot-friendly (hence the MiSTAR’s open-bridge design). The company has also introduced the MACH series of inline and near-line CMMs for higher-volume and lights-out shops.
Many businesses start with a basic production-floor CMM and add to it over time, Hancz says.
“Roughly half of the machines leave here without automatic stylus-changing capabilities, but most customers come back within a year or two asking us to come on-site and install it for them,” he explains.
Shops also have the option to add more advanced probing capabilities.
Renishaw’s Skulan points to 5-axis touch-trigger probing systems such as the PH20, and the REVO, which offers high-speed scanning and multi-sensor capabilities for surface finish, vision, structured light, ultrasonic thickness measurement and more.
At Mitutoyo, advanced options and the possibility for one-stop, automated measurement on the production floor helped the MiSTAR become the company’s biggest seller, Hancz says.
Most end up at a centralized location, where any operator can set down the part, scan a barcode on a job traveler, and the machine starts measuring.
In other instances, a shop floor CMM like this might be integrated with a robot and a high-end CNC machine tool such as a multitasking lathe or a 5-axis machining center, delivering complete, fully inspected parts in a single operation.
“Progressive shops are always trying to do better, faster, quicker,” Hancz says. “It’s because of this that automated inspection has become a big piece of many manufacturing companies’ continuous improvement journey.”
To request a quote, please login to your existing account or register a new one. This helps us provide you with a personalized experience and keep track of your requests.