‘Lives Are at Stake’: Mastering the Critical Details of Machining Medical Parts
From joint replacements to scanning devices, modern medicine relies on state-of-the-art machining, durable metals that are tough to cut and shape and compliance with exacting specifications. Here’s how to cope with the challenges.
Whether it’s a replacement piece for aging hips and knees or MRI machines to diagnose patients, modern medicine has a host of advanced devices at its disposal—the majority of which are made possible through state-of-the-art manufacturing technology and its practitioners.
Examples of this include five-axis machining centers, multitasking and mill-turn lathes, and Swiss-style turning machines, all of which play a growing role in this rapidly expanding segment.
Without the cutting tools and programming systems used to drive these complex CNC machine tools, many of today’s medical devices would be far more difficult and time-consuming to produce.
Advancements in Milling Techniques
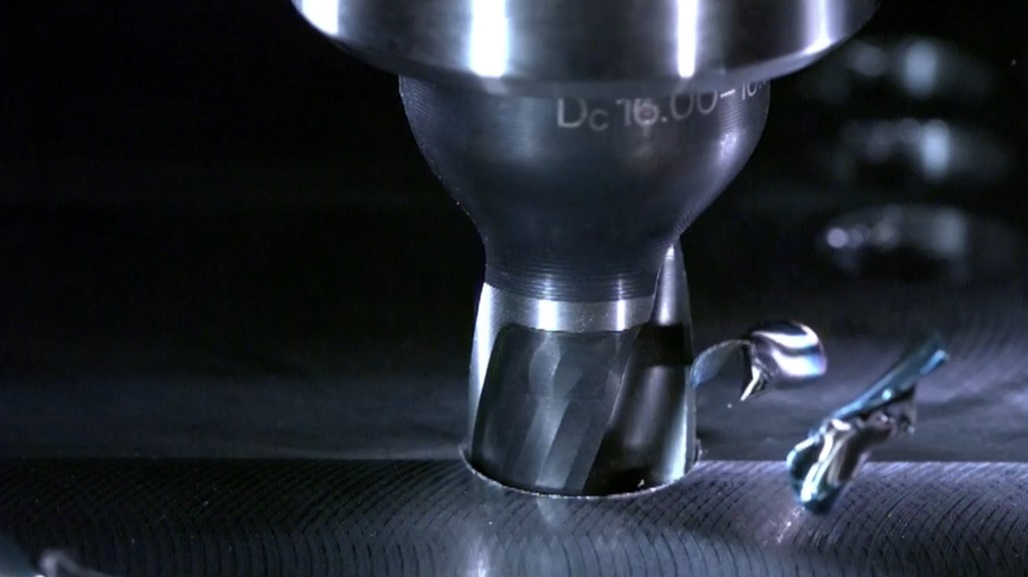
One of the newest advancements in milling is circle segment cutting, a machining approach that has gained ground in aerospace manufacturing over recent years and is quickly becoming just as popular for producing the complex, curved shapes found on many orthopedic implants.
“We’ve seen a lot of interest lately on using circle segment tools, also known as barrel cutters, to machine femoral implants [the upper, U-shaped section of a knee joint] to get cycle times down, but I have to admit it’s not easy to implement,” says Eric Gardner, North American application specialist at Seco Tools.
Dramatically varying cusp heights on the component, coupled with a barrel mill’s relatively massive radii, can make programming a challenge, he explains. The machine’s motion control system must also be capable of highly precise interpolation and smooth directional changes.
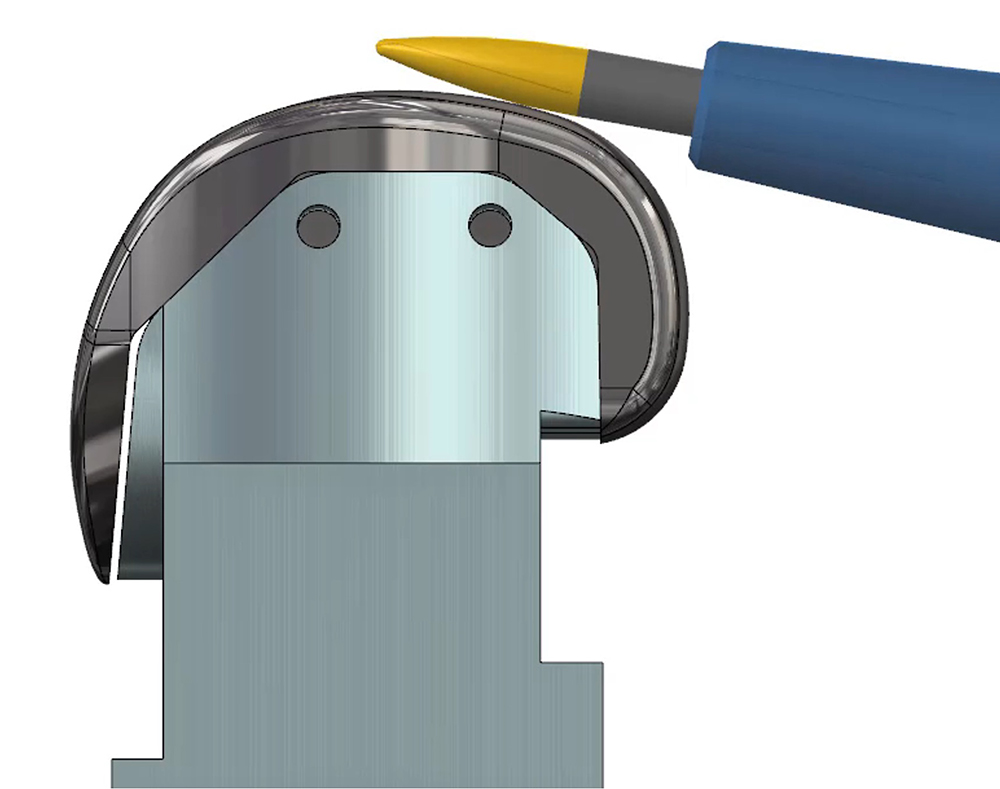
This illustration shows the barrel milling process, also known as circle segment cutting, as performed on a femoral implant. | Image courtesy of SECO
“It’s very component-specific, but barrel milling is generally easier on tapered surfaces, like those seen on the stemmed section of a tibial plate [a femoral implant’s mating part],” Gardner says. “Regardless, it can produce great results—some of our customers have reduced cycle times as much as 70% with circle segment cutting.”
Expert Collaboration is King
Conquering novel processes such as that often requires collaboration between the cutting tool supplier, the CAM provider, and even the machine tool builder.
“You can have a good cutter with bad programming and vice-versa,” points out Bob Tennant, process engineering manager at Seco Tools. “Everything has to work well together if you’re going to succeed, whether you’re tackling barrel cutting, a difficult material, or an untried milling strategy.”
Business development manager Joe Mecus agrees, noting that the medical industry is becoming “crazy complex.” As a result, many device manufacturers have begun to rely heavily on their supplier’s sales and application teams to help develop machining processes; some even elect to subcontract those efforts to a third party.
“It’s not like the old days where one salesperson could answer all of a customer’s questions,” Mecus says. “That’s why it’s important to bring together the right people from various disciplines and competencies to meet the needs of medical manufacturers.”
Orthopedic Capital of the World
Jacob Rak is one of those people. An applications engineer for Kyocera SGS Precision Tools, he says the toolpaths applied to any given cutting tool are often as important as the tool itself. That is especially true when milling medical materials like PEEK and PAEK, zirconium, Ti-6Al-4V titanium, and cobalt chrome alloy.
“Whether to climb or conventional cut, use trochoidal or high-feed or high-efficiency milling—the toolpaths you choose are often the defining factor as far as acceptable surface finish, tool life, and productivity,” Rak says. “But every part is different, and that’s why we’re always trying out different machining approaches at our Global Innovation Center. It’s all about knowing the best approach based on the part geometry and then combining that with the right tool.”
Kelly McGaffick, a manufacturers’ representative with Tooling Resource, frequently works with Rak and seconds his statements. “My territory includes the Warsaw, Indiana, area, which some have labeled the orthopedic capital of the world. In addition to cobalt chrome and titanium—which are the preferred choice for implants—we also see a lot of 17-4 PH as well as 300- and 400-series stainless steels for use in instruments and surgical guides.”
Hip replacements are one of the many common medical procedures that would be impossible to perform without modern machining technology. | Image courtesy of Seco
Unfortunately for everyone involved, there’s little chance to optimize the machining processes for existing parts and materials. The time needed to fill out the required regulatory paperwork is prohibitive, Rak points out, not to mention that “shops are usually too busy to go back and change a job that’s running reasonably well, even if improvement opportunities exist.”
Each of these machining experts suggests that the best prospects for process development are startup projects.
“Customers will show us how they’ve been machining their existing parts and ask for recommendations,” says McGaffick. “The results depend on the application and the tools they’re currently using, but I worked with one shop recently that reduced the number of cutting tools and took 40 minutes off the cycle time after adopting new milling strategies and the tooling that goes with it. But it’s critical to have good communication with the engineers and programmers.”
Roll with the Changes
“Once the OEM has validated the process, it’s basically fixed. Any changes after that become hugely expensive,” says Rainer Staneker, industry manager for medical technology at cutting tool manufacturer Gühring KG.
That constraint cuts both ways, he adds. Not only must the machine shop commit to using the same process plan for the length of the contract, but the supplier must also commit to keeping the selected cutting tools available for as long as it takes.
Fortunately for machine shops in the United States, they and their suppliers face far fewer restrictions than Staneker’s European customers. “If you’re a medical startup in Germany, the Chamber of Commerce will actually recommend starting your business in the U.S.,” he says. “It’s the complete opposite of what it was years ago, which has created a huge advantage for American companies.”
That doesn’t negate the freezing of process changes after first-article inspection (FAI) approval, a situation that’s problematic for many shops new to medical manufacturing.
As many machinists will attest, milling tough medical-grade materials has a steep learning curve so shops tend to get better at it over time.
That explains why Staneker and his counterparts from Seco and Kyocera SGS stress the importance of partnering with knowledgeable suppliers and bringing them in for assistance with process development long before the first chip is made or toolpath programmed.
Such companies often employ experts who have decades of experience working with original manufacturers of medical devices. They’ll tell you there are countless details to consider when machining the components, nuances that are often not clearly defined but that spell the difference between success and failure.
“It’s not like the old days where one salesperson could answer all of a customer’s questions. That’s why it’s important to bring together the right people from various disciplines and competencies to meet the needs of medical manufacturers.”
Joe Mecus,Seco Tools
“Take edge call-outs, for example,” Staneker says. “In automotive, a sharp edge on a cylinder head is OK, provided there’s no burr. It’s still within spec. A sharp edge on a surgical part has to be smooth, however, even if the OEM didn’t necessarily call it out that way. If not, it could mean stopping a medical procedure because the surgeon sliced their glove 15 minutes in and has to resterilize.”
Be prepared to chamfer or radius all edges, Staneker says. Also, cleanliness is obviously crucial, so scratches and other surface defects that can harbor bacteria must be eliminated, even if the part meets the drawing requirements and even if it’s a seemingly inconsequential component like a clamp or device cover.
“People’s lives are at stake, so everything has consequences with medical parts,” he says.
What aspects of milling medical devices do you find most challenging? Tell us in the comments below.
Kip Hanson is a freelance writer and manufacturing consultant. Hanson, who is the proprietor of KAHMCO LLC, has more than 40 years experience in manufacturing, machine tools, fabrication and ERP systems. In addition, Hanson is a contributing editor at Manufacturing Engineering, Shop Metalworking Technology and others. He has been writing about manufacturing technology since 1998.
To request a quote, please login to your existing account or register a new one. This helps us provide you with a personalized experience and keep track of your requests.



![The History of Manufacturing in the U.S. [Infographic]](https://images.ctfassets.net/5j4ln2up7bt7/fDsTnKF6GUAIvHgfShnVa/85e0c4f78c822db6b183aef86e779d38/Image_FOUR_GettyImages-1026499496-thumb.jpg)