From the right toolholding to using replaceable drill tips, there’s plenty to understand about keeping those pesky, stringy chips at bay. Here are the top ways to make better chips and, ultimately, to make better parts.
Holemaking ranks among the more difficult of all machining operations, but it becomes even more so if the chips get out of control. When drilling stainless steel and superalloys, for example, long, stringy chips can become wound around the drill shank and create a safety hazard, possibly marring the workpiece. Short chips like those formed when drilling iron and some steels are just as problematic—when they refuse to evacuate properly, the result is often a broken tool, or worst case, a damaged machine.
Here are a few things to remember when drilling holes, along with some suggestions on how to improve this everyday machining process.
Keep An Eye on Chip Formation
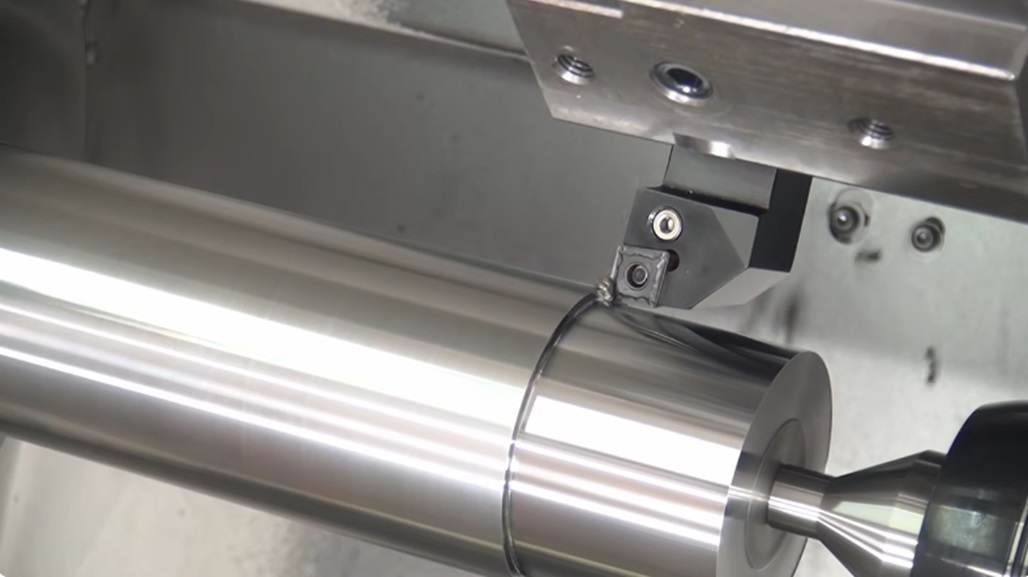
Inspecting what comes out of the hole is just as important as inspecting the hole itself. Take a look at your chips. As with other machining operations, ones shaped like Cs and 9s are ideal, as are the tight conical chips formed by the center of a smoothly cutting drill. Long, irregular chips, bird nests, or chips with “needles” along the edges indicate poor evacuation, which ultimately leads to drill failure.
Listen to Your Machine and Drill Sounds
Looking at chips is important, but you should also listen to your drill and machine tool. If the machine seems to be struggling and you hear crunching sounds or an irregular rumbling noise, it’s a telltale sign that the chips aren’t leaving the hole as they should—if this unfortunate situation is not remedied quickly, the drill will quite possibly seize, scrapping the workpiece and destroying an expensive cutting tool.
Optimize Your Feed Rate and Cutting Speed
As a rule, the first place to begin troubleshooting is by adjusting your speeds and feeds. Increasing the feed rate often helps break chips into manageable pieces, but push too hard and tool life will suffer. A similar argument can be made for cutting speeds—go too low and the chips tend to become thicker, less flexible, and less likely to evacuate properly. Go too high and the drill will burn up. As always, work within the cutting parameters suggested by your tooling provider, document each adjustment and its results, and don’t be afraid to ask for help.
Consider a Tooling Upgrade
Don’t be afraid to try new tools, either. If you’re stuck in Jobbers-land, it might be time for an upgrade, and one of the best alternatives to an HSS drill is one with a replaceable carbide tip. David Vetrecin, product manager for Iscar Tools, advises using replaceable drilling tips that are less solid carbide drills but offer equal or greater performance. “They can also be pushed harder, providing greater opportunities for improvement in chip control and productivity alike,” he says.
Use High-Pressure, Through-the-Tool Cutting Fluid
Manfred Lenz, holemaking product manager for North America at Seco Tools, agrees. Replaceable tip drills are a “great solution for a lot of different applications.” But Lenz brings up another technology that anyone in the holemaking business should consider: high-pressure through-the-tool cutting fluids. “Coolant pressure is everything, and the higher the better,” he says. “If you can keep those chips coming out of the flutes, you’re not going to have any problems.”
Having problems with dirty coolant? Read “5 Reasons to Keep Machining Coolant Clean.”
Stay True with Quality Toolholding
Vetrecin and Lenz might disagree on which brand of drill to use, but both will tell you that proper setup is another important aspect of good chip control. Always use a high-quality toolholder, because when runout is minimal and everything is true, tool life increases, hole quality improves and the drill can often be pushed harder than would otherwise be possible.
Reverse the Spindle
Machining center people—if you find that, no matter what you do, there’s still an occasional wad of chips hanging from the drill at the end of the cycle, try programming a quick spindle reverse before changing tools. Doing so will most likely force any loose chips to be flung away and will avoid having them dragged into the tool-change arm.
Never Let Chip Control Problems Rule Your Machining
Whatever else you do, don’t continue to accept chip control problems. Machinists today have myriad choices of solid carbide, indexable and replaceable tip drills, each with their own unique point geometries, carbides and coatings. For job shops and others cutting a broad assortment of materials, this is especially relevant. Why? Because the drill that does a good job of breaking chips in 1018 steel might not fare as well in 304 stainless. This is another reason to lean toward replaceable tip drills, since testing different geometries and carbides becomes much simpler when the drill head can be swapped out in a few seconds.
Successful chip control during drilling depends on many factors, but if the goal is higher productivity, follow these steps:
Always start with a drill that’s been mounted in a high-quality toolholder, verifying that runout is minimal and the drill is running true.
Use of high-pressure coolant (HPC) of 600 to 1000-psi is best, using clean, well-maintained cutting fluids.
Listen to what the drill is telling you, adjusting feeds and speeds as needed to achieve a balance of tool life and chip control.
Consider a solid carbide, indexable or replaceable tip drill for optimal performance.
Need advice from other experienced machinists and metalworking specialists? Share your tips and tricks for managing chips in the metalworking forum****. [registration required]