How You Can Resolve Aluminum’s Costly Chip-Control Problems
Some aluminum alloys pose chip-control problems that can spell big trouble for lathe productivity. Here are steps you can take to get past that obstacle and on with the job.
Aluminum alloys are a breeze for machinists compared with metals such as superalloys, but they have one major drawback: potentially costly chip-control problems in turning operations.
Aluminum alloys score around 400 on the American Iron and Steel Institute’s machinability chart, a level that tops every metal except brass and magnesium. For comparison, B1112 cold-drawn steel comes in at 100, 316 stainless steel is 45, and some nickel-based superalloys have spots in the low teens.
Aluminum's ranking is so high, in fact, that many publishers of machinability charts don’t even bother listing it. Material removal with the metal is often limited only by available spindle power and how firmly the part is gripped. Tool life is rarely a concern.
True, high-silicon aluminum alloys are abrasive, and some of the softer ones used to make extrusions are quite gummy, but polycrystalline diamond (PCD) cutting tools, diamond-like carbon (DLC) coatings, and properly mixed water-soluble cutting fluid make short work of them.
“Speeds and feeds are still very important when turning aluminum. If you run too fast, the material heats up and becomes more pliable, making it harder to break the chip. Run too slow and you’ll get edge buildup, which interferes with efficient cutting action."
Todd Rucker,Kyocera Precision Tools
“If you have a 60-horsepower lathe with 36 inches of swing and 200 inches between centers, just grab almost any insert that’s handy and get plowing,” says Keith Brake, turning specialist for the U.S. west/central region at Sandvik Coromant Inc. in Mebane, North Carolina.
“Push hard enough and you can typically generate a good chip,” he adds.
At least with that particular setup.
The reality, however, is that there are few such machines in service today, “so shops need to find cutting tool solutions for their lower-power machines that remove material cleanly, predictably, and produce high-quality workpieces,” Brake says.
Risking a ‘Snarled Mess’
Workarounds have become especially important recently as more shops look to automation, where consistent chip control is imperative. The key is to find an insert geometry that matches your machine tool and setup, Brake says.
Without that, lathe operators must deal with long, stringy wads of chips wrapped around everything. Using the wrong insert, incorrect feeds and speeds, or a depth of cut that’s too large or too small for the insert’s chip breaker (assuming it has one) can leave operators scrambling for the emergency stop as the contents of the chip pan get swept up and around the rotating chuck, creating a snarled mess that halts production and quite possibly scraps an expensive workpiece.
While the results of inadequate chip control aren’t always that dramatic, they curtail productivity by slowing and even interrupting workflow. In a worst-case scenario, they can prove dangerous.
Fortunately, Sandvik Coromant and others can offer solutions.
Aluminum CNC Turning
“When turning aluminum, the first choice is usually a ground, uncoated insert with a positive geometry and sharp edge line to help control the chip and fight buildup,” Brake says. “However, if one insert and one geometry did everything perfectly, we wouldn’t need to make so many different cutting tools, which is why we have both coated and uncoated grades for aluminum along with myriad shapes and chip-breaker styles. We’ve also seen some success with our Prime Turning line, provided you apply the correct turning parameters.”
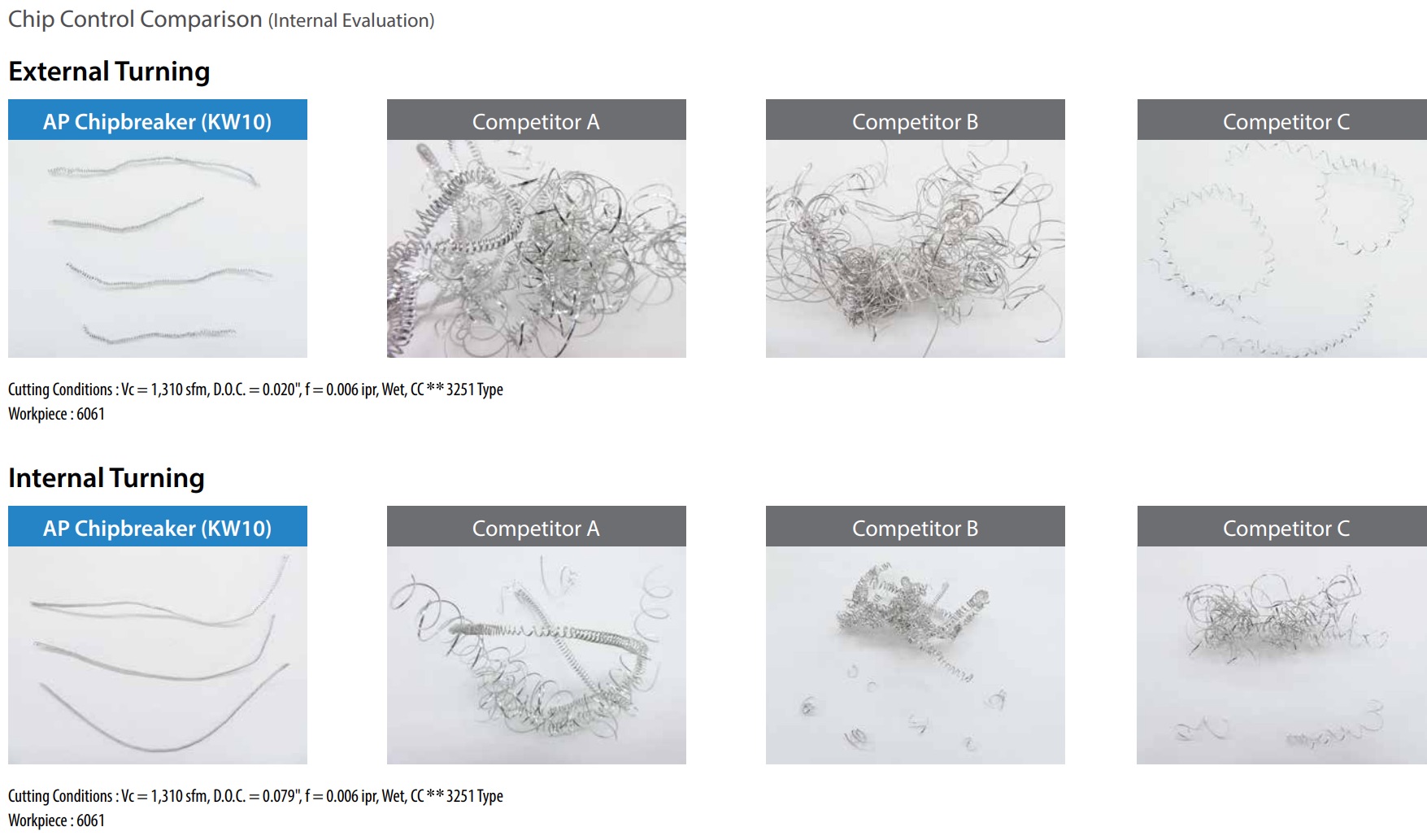
Numerous grades and “up sharp” geometries are available to improve poor chip control—one of which might come as a surprise to any machinist who's struggled with chip control on finishing cuts, says Todd Rucker, technical center engineering manager for the Indexable Tools Division at Kyocera Precision Tools Inc. in Hendersonville, North Carolina, which has an impressive aluminum turning portfolio.
“We recently added what we call the AP to our positive insert line,” he says. “It’s designed for extremely light depths of cut where it’s next to impossible to get good chip control. The AP has a molded chip breaker with dimples very close to the cutting edge—these don’t actually break the chip, but rather curl it up into a nice tight spiral that falls away from the cutting area.”
Click to enlarge
Image courtesy of Kyocera Precision Tools
Dialing in the Right Parameters
Both experts recommend what Brake alluded to earlier: using the correct parameters.
“Speeds and feeds are still very important when turning aluminum,” Rucker says. “If you run too fast, the material heats up and becomes more pliable, making it harder to break the chip. Run too slow and you’ll get edge buildup, which interferes with efficient cutting action. That’s why shops should always select inserts designed for the intended depth of cut, and then follow the manufacturer’s recommendations for them.”
Another recommendation has nothing to do with the brand or type of tool mounted in the turret: high-pressure coolant, or HPC.
These cutting tool manufacturers and others have developed toolholders with internal channels that direct cutting fluids precisely to the work zone; when applied at the 1000-psi (70 bar) range, stringy aluminum chips don’t stand a chance.
“HPC on its own extends tool life, reduces built-up edge and improves dependability, no matter what you’re cutting,” Brake says. “And when used with an insert geometry and toolholder specifically designed for HPC, it takes turning operations to the highest level of productivity possible.”
Machinists operating certain brands of relatively new Swiss-style CNC lathes know there’s more than one way to solve poor chip control with aluminum alloys.
REM Sales, a distributor of Tsugami machinery, calls it Oscillation Cutting. So does machine tool builder Nakamura-Tome, while Marubeni Citizen-Cincom refers to its technology as Low-Frequency Vibration (LFV).
Whatever you call the process, all work much as the name suggests—oscillating the machine’s servo motor in a rapid, back-and-forth motion, thus halting the cutting process for the split second needed to break even the stringiest of materials, aluminum, plastics, and nickel-based superalloys.
Okuma America Corp., of Charlotte, North Carolina, has joined the growing club of businesses using such a process, albeit with a different name and some slight technical variations.
Lathe product specialist David Fischer describes the company’s Cutting Step Feed Function (CSFF) as simple to use and available to existing Okuma customers via a simple software change, machine and control model permitting.
“It uses two parameters—one for the step amount and the other for dwell—along with a pair of M-codes to turn it on and off,” he says. “Four-axis cutting is supported [turning with both turrets], and it works with most of the other machine functions like HSSC [Harmonic Spindle Speed Control] and constant surface speed control.”
Fischer has tested the new option with a Teflon part, which as anyone who’s turned it knows, is practically impossible to break.
Without CSFF, the chips quickly wrapped around the part, to the point that Fischer had to stop the machine for fear of damaging a sheet metal spindle guard.
With CSFF turned on, however, the material curled up into manageable pieces.
“I straightened one of those chips and it was half a meter or so in length,” he says, laughing. “I calculated that with CSFF turned off, the chip would have measured more than 60 meters long. Get one of those caught on the chuck and you’re in for a bad day.”
Author: Kip Hanson
Kip Hanson is a freelance writer and manufacturing consultant. Hanson, who is the proprietor of KAHMCO LLC, has more than 40 years experience in manufacturing, machine tools, fabrication and ERP systems. In addition, Hanson is a contributing editor at Manufacturing Engineering, Shop Metalworking Technology and others. He has been writing about manufacturing technology since 1998.
To request a quote, please login to your existing account or register a new one. This helps us provide you with a personalized experience and keep track of your requests.