Five Questions with Brian Hamil
Brian Hamil, Vice President of Product Development at KYOCERA SGS Precision Tools Inc., discusses high-performance drills and how their characteristics differ from general-purpose drills.
Brian Hamil, Vice President of Product Development at KYOCERA SGS Precision Tools Inc., discusses high-performance drills and how their characteristics differ from general-purpose drills.
Brian Hamil, Vice President of Product Development at KYOCERA SGS Precision Tools Inc., discusses high-performance drills and how their characteristics differ from general-purpose drills.
1. What makes a high-performance drill different from a general-purpose drill?
Unique drill point geometries, designed for specific materials, are ground into the drill to make itself center without the need for centering or spotting operations. This helps to reduce costs by eliminating tools and reducing cycle times. General-purpose geometries are not material specific and while their point geometries can be robust, they are not designed to take advantage of a given material’s machining characteristics. Along with unique point geometries, high-performance drills feature material-specific coatings and edge treatments that further enhance performance and tool life.
2. Is there a need for other material-specific geometries besides the point geometry?
Yes, all features of the drill’s design need to be considered. Number of flutes, shape of the flutes, web or core diameter, margin size or width, all these features influence the chip formation and flow in the holemaking operation.
3. How does the number of flutes, lands/margins impact the performance of a drill?
General-purpose drills tend to produce holes with a lobing or triangular tool path as they do not have high-performance geometry. They produce holes that are out of round and not the desired size. By designing special point geometry and, along with flute and margin considerations, a drill can be made to produce much more accurate holes. Multiple flutes and margins help to stabilize the drill so it follows the intended tool path more accurately.
4. Why are some drills coolant through and some are not?
Coolant through is used mainly to get coolant into deep holes and aid with chip evacuation. This eliminates the need for a peck drill cycle which adds cycle time and risk of damage to a carbide drill. In many cases shorter length to diameter, such as 3xd, does not require coolant through. In cases where coolant through is not required, non-coolant through tools are less expensive and will run just as effectively. In longer or deeper drill applications coolant-through drills, especially when the machine tool has high-pressure coolant through the spindle, can greatly enhance the productivity of the holemaking operation.
5. Why are some drills made with nominal plus tolerance and others are made with nominal minus tolerance?
Drill manufacturers produce drills to an industry standard of their choosing, ISO, ANSI, Din or JIS. Diameter tolerances are spelled out differently in the standards. This must be taken into consideration when selecting a drill. Is the drill being used as a pilot drill for a deep hole application? If so, then the pilot hole should be produced with a drill that has plus tolerance and the following deep drill should have minus tolerance to avoid interference. Drills do not produce holes as oversized as in the past due to holders and machine spindles that run with much lower TIR. This can have an impact on the resultant hole size produced, so drills with plus tolerance can make up this difference.
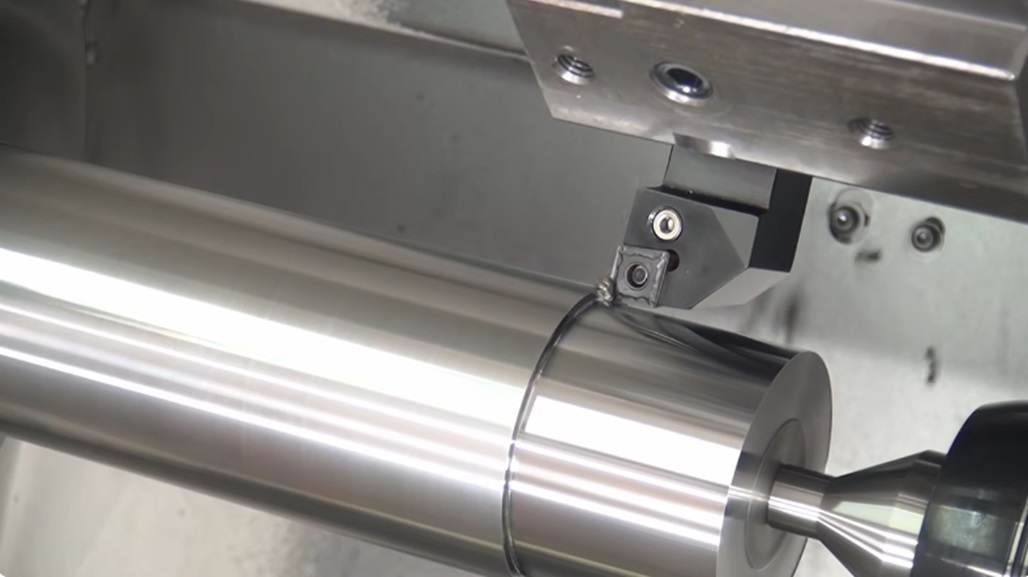
To see the high-performance Carbide Series 131N aluminum drill in action, watch this short video:

Previously Featured in Today's Medical Developments.

KYOCERA Precision Tools is a world-class manufacturer of indexable tooling solutions. At KYOCERA, we’re passionate about revolutionary cutting tool technology. We design and develop advanced indexable cutting tools that not only meet but exceed quality expectations, all while delivering the cost-efficiency that today’s metalworking professionals need to stay competitive in a variety of industries including, aerospace, automotive, medical, small parts, and mold & die



To request a quote, please login to your existing account or register a new one. This helps us provide you with a personalized experience and keep track of your requests.