When it comes to metalworking, advantages such as increased productivity, longer tool life and better finishes are vital for gaining a competitive edge. That’s why the TuffCut® XT line of end mills is such a compelling choice for machine shops. We talk to M.A. Ford® about the development of their end mill line.
Staying ahead of the competition is vital in today’s manufacturing environment. Doing so means keeping up to date on the latest industry hardware, tools and techniques to maximize your chances of long-term success.
Some manufacturing companies may rely on quick cost reductions to get by, but this kind of approach may only mean small savings in the short term.
For example, some shops focus on the dollar cost of tooling, assuming tools that look alike perform alike. However, in reality, a tool that is more reliable, durable and well-suited to your machining needs can get your jobs done in less time than an inferior product.
“At M.A. Ford we have some excellent engineering tool design people who have vast experience of metalworking, and these guys can develop some phenomenal tools and have done so numerous times in the past.”
Dirk Dietsch,
M.A. Ford
This speaks to the idea that machine time is one of the most expensive resources in a manufacturing facility. If you make a tool last just as long as the previous tool but cut the cycle time in half, it will help you save more in the long run than simply purchasing cheaper tools to save money.
“If you ask the average machine tool operator or job shop owner what their No.1 concern is, it would be tool life for the most part,” says Dirk Dietsch, Great Lakes region regional business manager at M.A. Ford, which is based in Davenport, Iowa.
“Obviously they want to get the biggest bang for their buck, but one of the things that a lot of times they don’t look at is the productivity side,” he adds. “If you can give them high metal removal rates in addition to a longer tool life, then you’ve got the best of both worlds.”
Read more: When to Upgrade Your Taps
How the TuffCut XT Line Can Improve Productivity
The TuffCut XT line of end mills from M.A. Ford is a case in point. The tools can perform better and last longer than competitors’ products because they minimize downtime and maximize productivity, making them cost-effective.
The tools were developed for specific applications in steels, stainless steels, special alloys, cast irons and hardened steel. They are used in such industries as medical tools and aerospace machining, Dietsch says, and are employed to machine such materials as heat-resistant superalloys, titanium, cobalt-chrome, 17-4 PH stainless steel and medium-to-high-carbon steels. Increasingly, firearm manufacturers are using the end mills to machine their products from hardened steel, he adds.
The most popular products offered by M.A. Ford in the TuffCut XT line are the solid carbide 277 series, a 4-flute, variable helix end mill that features the company’s ALtima® Blaze coating, allowing it to tackle a broad range of materials from steels to high-temperature alloys, along with the 278 series, which is the 5-flute version designed for high-efficiency milling and finishing applications.
Close to 1,200 variations are available between the 277 and 278 lines, with length-of-cut options from stub to extra-long, neck relief options, as well as options that incorporate staggered chipbreaker geometry, says Derek Nading, applications engineer at M.A. Ford. “People are always wanting different flute lengths and different end configurations, and this offering does a very good job of covering all those needs.”
Improved Performance with Competitive Pricing
Performance and pricing are important aspects of M.A. Ford’s offerings, Dietsch says.
“We are definitely known for our performance, and I think anybody will tell you that has ever run an M.A. Ford end mill that they are extremely satisfied with the performance of the tool,” he says. “The thing that maybe sets us apart is the fact that we offer a very good price point, and while we have that strong performance, we offer it at a very competitive price.”
Key to that performance is the company’s proprietary ALtima high-performance coating, which allows tools to be run at higher speeds and feeds in a wide array of materials. It also allows for tools to be run dry due to the high oxidation temperature of the coating.
The newer ALtima Blaze coating is designed to allow higher material removal rates, Dietsch adds. “I think you’ll find it’s the best coating in the marketplace,” he says. “It’s got the broadest application range for a high-performance coating.”
Dietsch says a customer recently reported testing it on 52100 bearing steel, a deep hardening alloy used for high-stressed parts.
“He was roughing a part out with our 278, 5-flute series tool, and he couldn’t believe the tool life he got out of it, and the cubic inches of material he was able to achieve with that metal,” Dietsch says.
Read more: Tooling and Machining Strategies for Automotive Parts
Better Finishes Through Excellent Engineering
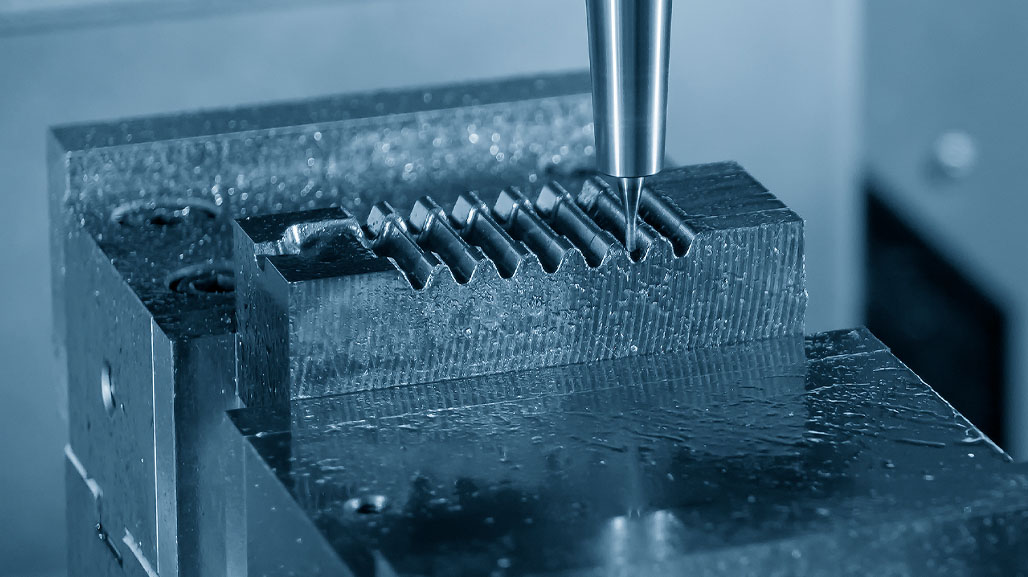
M.A. Ford customers can achieve better finishes, thanks to the variable 38-to-41-degree helix featured on the 277, which means that from flute to flute, the helix angle varies, as does the pitch, so that the distance from one flute to the next is not 90 degrees, it’s offset—these two features really help reduce chatter and harmonics, and allow for extremely smooth cutting/shearing action, Nading says.
Aside from good geometry and substrate, key to a good tool is its design, Dietsch says.
“At M.A. Ford we have some excellent engineering tool design people who have vast experience of metalworking, and these guys can develop some phenomenal tools and have done so numerous times in the past,” he says. “I speak with customers and hear they need something. I’ll bring the idea to our engineering staff, and they come up with some phenomenal geometries. And I think a big part of that is the vast years of experience that they have doing that.”
Carbide End Mill Expertise
It’s worth noting that these end mills can be a useful solution for weaker setups, Nading says. With the industry leaning heavily toward high-speed machining, some customers seem to think that they need to keep incorporating more and more flutes when using these dynamic strategies, but it’s not necessarily always the case. With higher flute counts come increased axial forces, which can really become an issue in weaker setups. “So the 277 and 278 can really be good tools to fall back on,” he says.
Dietsch adds that when it comes to using solid carbide end mills versus indexable end mills, M.A. Ford is worth a look because its products can outperform those in the indexable carbide business that are also making the solids, and do that at a very good price point.
“They make their money on what we call press-and-treat indexable inserts, and they have a higher overhead than us, so that’s going to mean a higher cost,” he says. “So it would behoove customers to take a look at M.A. Ford, even though we’re not in the index side of things. We specialize in the solid carbide rounds, because that’s where our expertise lies.”
What types of end mills do you find most useful in your shop? Share your thoughts in the comments below.