Poor chip management can lead to problems for machinists, such as shorter tool life, poor surface finishes and safety hazards. These issues cost companies countless hours of production time and lost revenue. Here’s what you can do about it.
Chip packing during tapping operations leads to poor-quality threads, shortened tool life and, quite possibly, catastrophic failure. Assuming a part can be salvaged at all, the last of these events results in additional expense and lost time while sinker EDM or mechanical methods are used to extract the broken tap.
The risk associated with this scenario helps explain the popularity of thread milling, which not only gives machinists far greater control over the threading process, but largely eliminates problems with chip management.
“Thread milling provides the ultimate chip control when machining internal threads,” says Mark Hatch, product director at Emuge Corp.
“Many years ago, one of my colleagues in Germany told me that a good chip is a happy chip. That means it has a place to go and a way to get there.”
Paul Motzel,
Guhring Inc.
“Where tapping is a continuous machining process and therefore creates continuous threads in ductile materials, thread milling is an interrupted one and will break even the toughest material into small, manageable chips,” he says. “This is why the aerospace industry and indeed any shop producing high-value parts, prefers milling over tapping, since it offers both precision and predictability.”
Image courtesy of Emuge.
Thread Milling and Beyond
Hatch notes that this important threadmaking process has become easier over recent years. Practically all CNC machine tools today are equipped with the helical interpolation function needed to mill threads, and most also offer through-the-spindle coolant—preferably applied at high pressure—to effectively wash chips out of the hole. That, and CAM systems are generally more thread mill friendly than they once were, eliminating concerns over manual programming of the arc in, arc out motions used when milling threaded holes.
The cutting tools have grown more effective, too. Emuge’s ZGF-series thread mills, for example, are available in 3xD lengths, expanding their reach. The company also offers several additional thread mill lines, an indexable series among them, covering everything from UNC and UNF to Pipe, STI, miniature and “gigantic” threads. Thanks to the wide variety of high-quality tools on the market today from Emuge and its competitors, there’s little that can’t be thread milled, making chip control problems a thing of the past.
Read more: Managing Downtime: A Guide to Improving Shop Productivity During Manufacturing Slowdowns
Forming Opinions
Despite its many attractive qualities, however, thread milling is not a be-all, end-all solution. Its alternative—tapping—is both faster and simpler, which is why it remains the first choice for higher-volume applications, on manual machinery, or where the shop wishes for whatever reason to avoid thread milling. Hatch will tell you that the next best alternative—certainly from a chip control perspective—is cold-form or roll tapping, which displaces material rather than removing it.
“The automotive industry uses cold forming extensively for deep hole threading of cylinder heads and transmission components due to its ability to produce strong, high-quality threads and eliminate chip-related problems,” he says. “The only caveat is the fact that forming leaves a very tiny, almost U-shaped divot at the thread crest. With certain medical components and food-processing equipment, this imperfection creates an area for bacteria to collect, so roll-formed threads are often disallowed in these applications.”
Image courtesy of OSG.
Terrific Taps
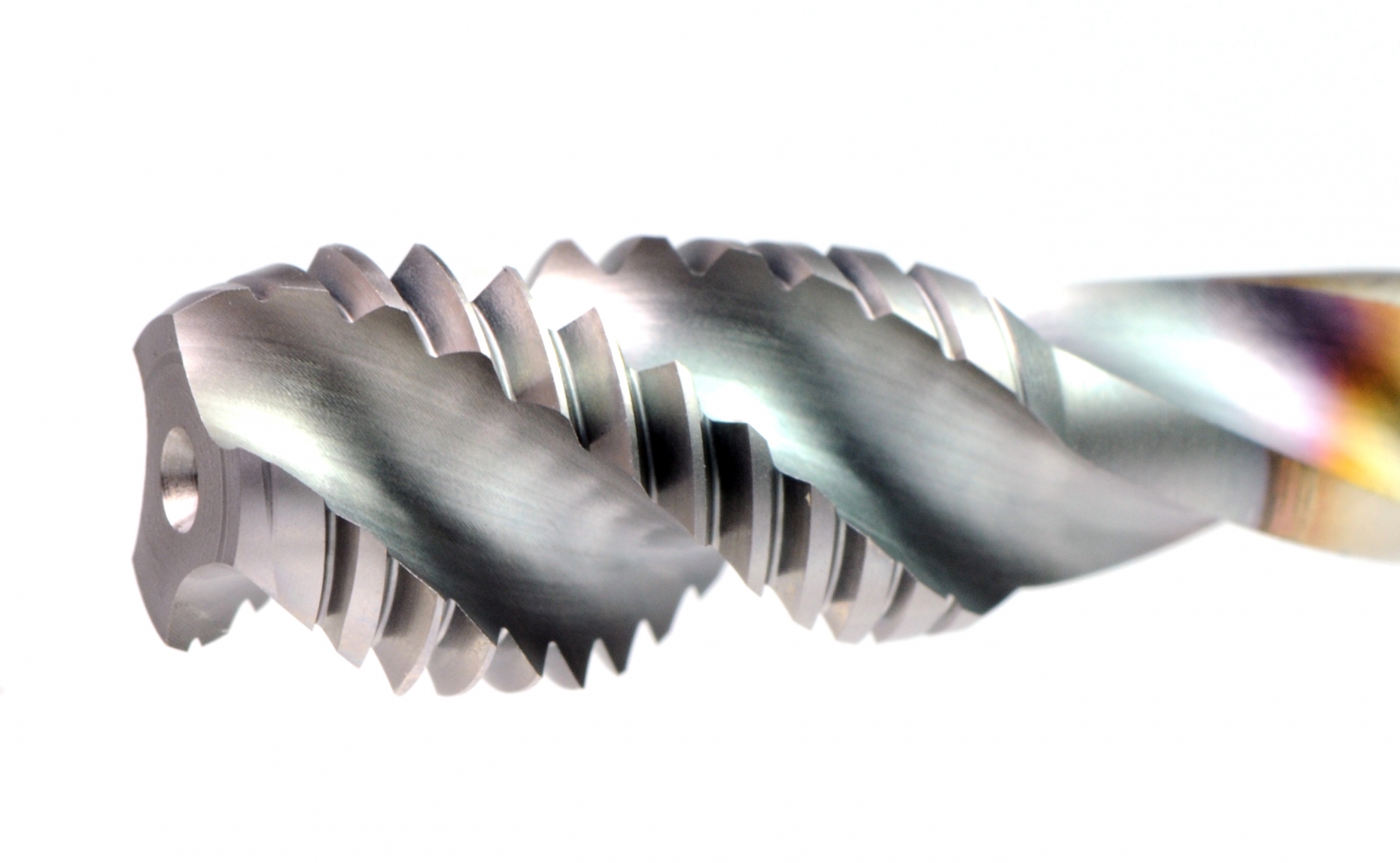
If thread milling and roll-formed threads are out, that leaves cut taps. Fortunately, Emuge and other cutting tool manufacturers have developed a broad offering of general-purpose and material-specific taps that do an excellent job of pulling chips up and out of the workpiece, even in blind holes. Kyle Matsumoto, product manager at OSG USA Inc., suggests that the A-Tap is designed to do just that.
The A-Tap, he explains, uses a variable lead flute for stable chip formation and to accelerate evacuation. The result is a predictable, spiral-shaped chip quite unlike the twisted bird’s nest that so often interferes with tapping operations. The tool is also said to have an exceptionally sharp edge, further stabilizing the chip shape and helping to eliminate galling. Both serve to create a smooth thread surface that is less likely to snag passing chips, while also improving part quality.
“Using a variable helix geometry allows us to create a sharper angle right at the chamfer of the tap, which is where all the cutting takes place,” Matsumoto says.
“This not only makes the cutting action smoother but helps keep chips nice and compact,” he adds. “And then toward the end of the flute, the helix angle decreases, speeding the chip’s exit. The A-Tap is designed for steels and stainless steels but also works quite well in cast iron and even harder materials up to around 35 Rockwell.”
Read more: How Do I Avoid Costly Spindle Repairs? Increase Machine Uptime with These Three Steps
Image courtesy of Guhring.
Making Happy Chips!
Paul Motzel, product manager for threading tools at Guhring Inc., has a similar solution. He says the company’s Pionex line of taps is available in cut and roll forms. Depending on the tool, these are typically treated with the company’s Sirius or Slidur coatings to reduce friction and assist with chip evacuation. Pionex taps are also honed and polished after grinding, and then polished again post-coating, all to provide a smooth, strong cutting edge and increase tool life. He also mentions that the form version of the Pionex tap has less surface contact and a lube groove that reduces tapping forces by 30 percent.
“Many years ago, one of my colleagues in Germany told me that a good chip is a happy chip,” Motzel says. “That means it has a place to go and a way to get there. When you stop to consider that perhaps 90 percent of tapping problems are chip-related, you’ll understand that he was spot on with his comments.”
Advanced coatings and tool geometries aside, Motzel suggests that one of the most common mistakes shops make is to select the wrong style of tap.
“Spiral pointed taps push the chip forward so should never be used in a blind hole, even if there’s plenty of room at the bottom,” he says. “They’re designed to go all the way through the workpiece, and when they don’t, any chips that are hanging about can get wedged behind the relief face, possibly blowing up the tap.”
“The solution is to always use spiral flute taps on blind holes, as their higher helix angle helps to eject chips out of the workpiece, and save the spiral points for through holes,” he adds.






![Common Abrasive Mistakes in Fabrication [Infographic]](https://images.ctfassets.net/5j4ln2up7bt7/63J06JpDcUwZGXadYmQH5O/722be8804d5f3b14e59d1c9cc5205250/Option_1_AbrasiveMistakes_GettyImages-1443275947-thumb.jpg)