What You Need to Know
The same attributes that make titanium a perfect metal also make it a perfect bear to cut.
Positive rake indexable cutters that employ a secure-locking method and sharp inserts with a gentle edge prep are the first choice for roughing.
Titanium can turn the slightest weakness into poor tool life and unpredictable processes, so the right work holding, tool holding and programming have big roles.
Be sure to use the right amount and type of cutting fluid. A water-soluble oil or semisynthetic fluid provides the best mix of lubricity and heat removal.
Despite its demands on machining, titanium’s adoption across manufacturing segments is hard to ignore. Learn how to master working with titanium—and increase your shop’s profitability.
Titanium and its various alloys continue to gain in popularity. Aerospace manufacturers use titanium in jet engines, landing gear and anywhere a strong yet lightweight material is needed. Manufacturers making power generation and chemical processing equipment admire its corrosion resistance. Thanks to its biocompatibility, medical device manufacturers use titanium in everything from hip joints to surgical instruments. If you’re a gifted golfer, you might have a set of clubs with super strong and easy-to-swing titanium heads. Simply put, titanium is the perfect metal for a variety of applications.
Unfortunately, the same attributes that make titanium a perfect metal also make it a perfect bear to cut. Tool wear can run high when machining most titanium alloys, especially those containing high amounts of chromium and molybdenum. Without a sharp edge, tools tend to “bounce” off its surface, causing rubbing. If you stop in the middle of the cut, work hardening is almost immediate. And once a tool has started to dull, heat buildup within the cutting zone escalates quickly, further complicating the situation.
Titanium can be mastered. Success begins with the right tool. Don’t attempt to machine titanium with a general-purpose milling cutter or drill. Cutting tool manufacturers have gone to great lengths to develop titanium-specific geometries and coatings. Let’s explore some of them.
Did you know titanium can catch fire during milling? Read “8 Facts You May Not Know About Milling Titanium.”
Tool Types That Rough, Mill and Drill Superalloys
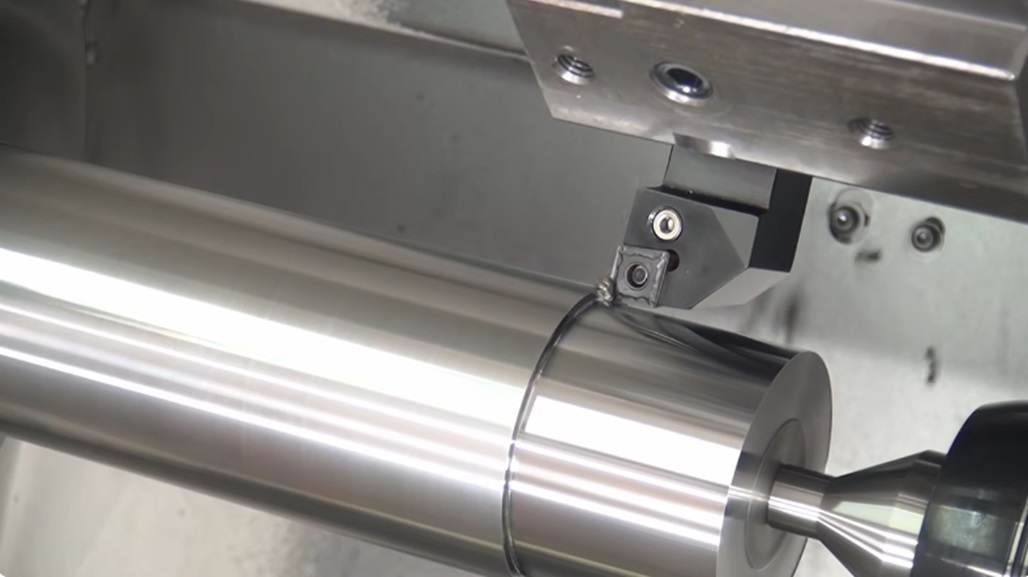
Positive rake indexable cutters that employ a secure-locking method and sharp inserts with a gentle edge prep are the first choice for roughing. Look for end mills with variable helix angles to break up the harmonics that lead to chatter. A tough, multi-phase coating such as AlTiN, TiCN or TiAlN applied to a submicron grade carbide is often the best choice, as is an eccentric flute relief to provide the strongest edge possible.
When drilling, a split-point 135-degree carbide tool is preferred, preferably with one of the multiphase coatings just described. Always use coolant through the tool. Because the feed rate per tooth with titanium is lower than that used on more forgiving materials, end mills with additional flutes provide higher metal removal rates.
With Titanium, You Need Top-Notch Work Holding Solutions
Good carbide cutting tools very much matter, but there is more to think about with a material as complicated to work with as titanium, including work holding, tool holding and programming. This material can turn the slightest weakness into poor tool life and create very unpredictable processes. Here are a few of the other boxes you’ll need to check with titanium machining.
Titanium is grabby. When using a standard ER-style or comparable collet, tool pullout and subsequent workpiece scrap is almost assured. Toolmaker Haimer has licensed its anti-pullout Safe-Lock system to Sandvik Coromant, Kennametal and others intended for round cutting tools. It uses a specially ground groove that engages with an internal locking pin to keep cutting tools secure, no matter what you’re cutting.
What’s your take? Talk to your peers in the community forum .
Titanium can be mastered. Success begins with the right tool. Don’t attempt to machine titanium with a general-purpose milling cutter or drill. Cutting tool manufacturers have gone to great lengths to develop titanium-specific geometries and coatings.
Excessive tool runout is problematic with any material, but becomes increasingly so with titanium and other superalloys. For roughing operations, a Safe-Lock or competing system works well, but semifinishing and finishing calls for a shrink-fit holder or hydraulic milling chuck. Keep tools as short as possible—and make certain your spindle, tool holders and retention knobs are properly maintained.
Titanium is a poor conductor of heat, so:
Flood the material with a plentiful amount of cutting fluid.
Use programming techniques similar to those found with high-feed machining.
Use constant cutter engagement, chip-thinning strategies and trochoidal cutter paths that ramp in and out of the workpiece (to minimize shock to the cutter and machine tool).
Avoid burying the tool in a corner.
Be sure to use the right amount and type of cutting fluid. A water-soluble oil or semisynthetic fluid provides the best mix of lubricity and heat removal. Find one with extreme pressure additives to improve tool life. Keep them clean, free of tramp oils and PH-balanced, and use the recommended concentration. If you have high-pressure coolant capabilities, by all means use them.
If you are stuck wondering why your machine is not as productive as you need it to be, it may be time to evaluate your tool holders. And if you’re using bargain tool holders and vises, it’s likely time for an upgrade. Similarly, if the shop owner has been thinking about buying a new machine tool, it might be time to invest in a high-end machining center designed specifically for demanding work.
Maybe you’ve tried machining titanium and decided to stick with easier metals like steel and aluminum. Titanium’s superb strength to weight ratio, high heat and corrosion resistance, and excellent mechanical properties mean it’s here for the long run. If your shop wants to stay competitive, it’s time to master this important alloy.
Is your shop successfully cutting titanium? How tough was it for you? Share your experience.