Micro Drilling: What You Need to Know
Micro drilling demands close attention to several key factors, the chief of which is the tool itself. The correct tool can spell the success or failure of your application.
Micro drilling demands close attention to several key factors, the chief of which is the tool itself. The correct tool can spell the success or failure of your application.
Drilling specialists generally use the term "micro drilling" to describe the drilling of holes smaller than 3 mm in diameter.
Successful micro drilling requires a sensitive machine with a precise spindle and low runout.
With drills of this size, close attention must be paid to the appearance of wear indicators.
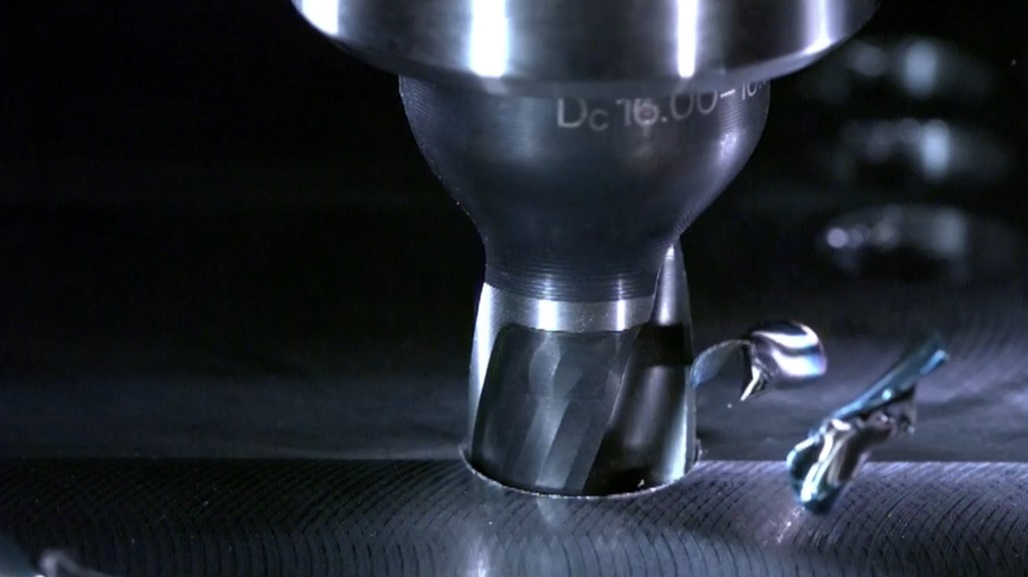
Drilling specialists generally use the term "micro drilling" to describe the drilling of holes smaller than 3 mm in diameter. This includes holes in the micron range, often encountered in the electronics industry, where many workpieces consist of wafer-thin material which is sometimes only a few hundredths or tenths of a millimeter thick. Holes this small are typically created by micro punching, micro laser cutting or micro EDM, though drilling tools can still be used for hole diameters as small as 30 µm.
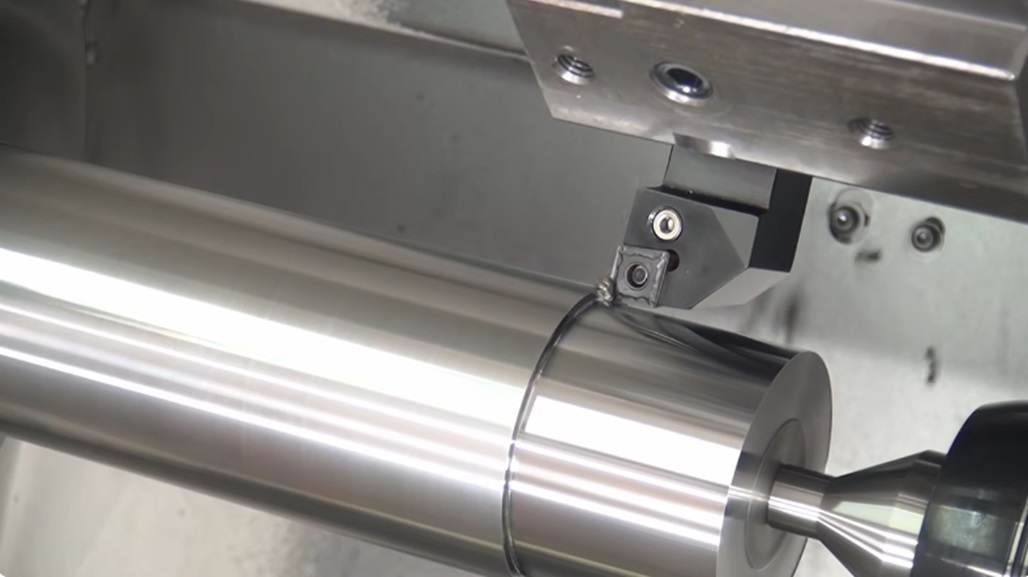
More common, though, are the applications found at the upper end of the micro spectrum in general industry, the aerospace industry, mold and die making and medical equipment manufacturing. In these areas, drilled holes with a diameter of 2 to 3 mm are often required, sometimes at depths of up to 20xD or more. Examples include drilled holes for cooling, lubrication, venting or nozzle bores.
When it comes to successfully drilling very small diameter holes, an array of details and components are of crucial significance. It starts with the machine tool. Successful micro drilling requires a sensitive machine with a precise spindle and low runout. Not sure if the machine you’ve picked is suitable for the work? Have it evaluated by an expert in the field before beginning micro drilling operations. Similarly, the accuracy of your micro drilling operations will benefit from precision toolholders, typically hand clamped to ensure against positioning errors that can be introduced by an automatic toolchange system.
That brings us to the most critical part of the micro drilling equation: the tool itself. For these demanding applications process engineers have generally chosen between two tool concepts: gun drills and helical twist drills.
For a long time, the classic gun drill has dominated these applications. That’s because the high toughness requirements of these applications necessitated that the twist drills be manufactured from high speed steel (HSS). As a result, their cutting speeds and feed rates were low, the holes had to be constantly cleared of swarf, and process reliability left much to be desired. However, the development of new carbide grades with a high level of toughness now permit the manufacture of thin, long twist drills which are capable of high speeds and feeds. This new generation of solid carbide drills have been racking up productivity rates that are superior to their traditional rivals and generating increasing demand among micro drill users.
The newer carbide micro drills boast an array of features that would have been unthinkable without the advances that have been made in the development of carbide over the last few years. Internal cooling deserves the first mention. Fine coolant channels can wind their way through the helical body of these tools as far as the cutting edges, keeping these at the correct operating temperature. Optimized point geometry with special cutting edge preparation and special flute geometry ensure correct chip formation. Polished flutes support efficient chip evacuation. Two lands keep the tools on course. A special coating based on aluminum-titanium nitride counteracts wear and increases tool life. Tools of this type are suitable for all material groups: steel, iron, stainless steel, aluminum and non-ferrous alloys, as well as superalloys and hard steels. Note that it is possible to micro drill titanium materials but success depends on the type of application.
The smaller the tool, the more important are the fine details. It is important to work with a knowledgeable tooling supplier to ensure that the drill’s grade, geometry, micro-geometry, design of the coolant channels and flutes, and coating suit your applications. High performance is the result of the correct interplay between these tool features. This sort of attention to detail can bring the user considerable increases in productivity, sometimes in the 50-100% range.
In view of the small diameter, would it not be beneficial to stop the deep-drilling operation occasionally to peck the hole? In our view, definitely not. Restarting drilling means additional stress on the tool, which is what you want to avoid. Interrupting the process for pecking also brings an element of uncertainty into the sequence of operations. The question then presents itself how and when pecking should be performed. The answer depends on many variables which are never fully known. Thus, a tool that can complete its task without pecking is always the best choice when deep-hole drilling a small diameter.
The micro-geometry of the drill is also an important factor to consider. This varies within a range of only a few µm, with cutting edges which are themselves only 1.0 or 1.5 mm long. Accurate cutting edge preparation, therefore, is of paramount importance in determining performance and tool life and so the reconditioning service provided by the tooling manufacturer will eventually become a productivity, quality and competitiveness factor. This is because only the manufacturer can re-equip the drills with all their finer details and thereby restore them to an "as new" condition. The same applies to the coating. Conventional regrinding with a standard coating would lead to a significantly shorter tool life and reduced process reliability.
Finally, remember that with drills of this size, close attention must be paid to the appearance of wear indicators. Due to the low tool volume, the heat absorption is minimal. Thus, the price for overloading the tool as a result of not following the manufacturer's recommendations will soon be paid by total tool failure. This happens much less with today’s helical solid carbide micro drills than with conventional drills in this category, but the laws of physics still apply, so closely monitor wear indicators.
Bearing these factors in mind, and backed by a tooling manufacturer that can supply application advice, correct cutting data and micro drill reconditioning services, successful micro drilling can be achieved.
Holes in the micron range are typically created by micro punching, micro laser cutting or micro EDM, though drilling tools can still be used for hole diameters as small as 30 µm.
The accuracy of your micro drilling operations will benefit from precision toolholders, typically hand clamped to ensure against positioning errors that can be introduced by an automatic toolchange system.
Learn more about Choosing the Right Drill.
Correct drilling procedure is important as well. Drilling experts recommend the following sequence of operations.
1. Start the hole using a pilot drill down to approximately 1.5xD. (Pilot drilling can usually be omitted for hole depths of less than 12xD.)
2. Enter the pilot hole with the primary drill at a low rpm.
3. Switch over to the nominal speed, then turn on the through coolant and drill to the required depth in one operation. A cooling lubricant pressure of 300-1000 psi is generally recommended. This ensures that the chips emerge freely out of the hole. Emulsion and cutting oil are both suitable as cooling lubricants. The coolant filter rating should be <20 µm.
4. After achieving the required depth, reduce the RPM and retract the tool.
Walter is a global leader in precision metalworking solutions, delivering high-performance tools for milling, turning, drilling, and threading. Serving aerospace, automotive, energy, and general engineering industries, we combine innovation with expertise to maximize productivity. More than a tool provider, Walter is a trusted partner, offering cutting-edge machining solutions that drive efficiency, quality, and performance in manufacturing worldwide.


To request a quote, please login to your existing account or register a new one. This helps us provide you with a personalized experience and keep track of your requests.