Micromachining is big business and it’s set to grow in the years ahead as industry demands smaller and more complex parts. But what does the term actually mean, and how is it different than the “macromachining” performed every day in machine shops across the world? Here’s what you need to know.
Whether it’s for the medical, aerospace electronics or automotive industry, micromachining is big business. And it’s about to get a lot bigger, according to a November 2019 report by research firm The Insight Partners.
With a projected value of $5.48 billion by 2027, the global micromachining market is expected to grow to nearly twice that of 2018 levels over the next several years, according to the report.
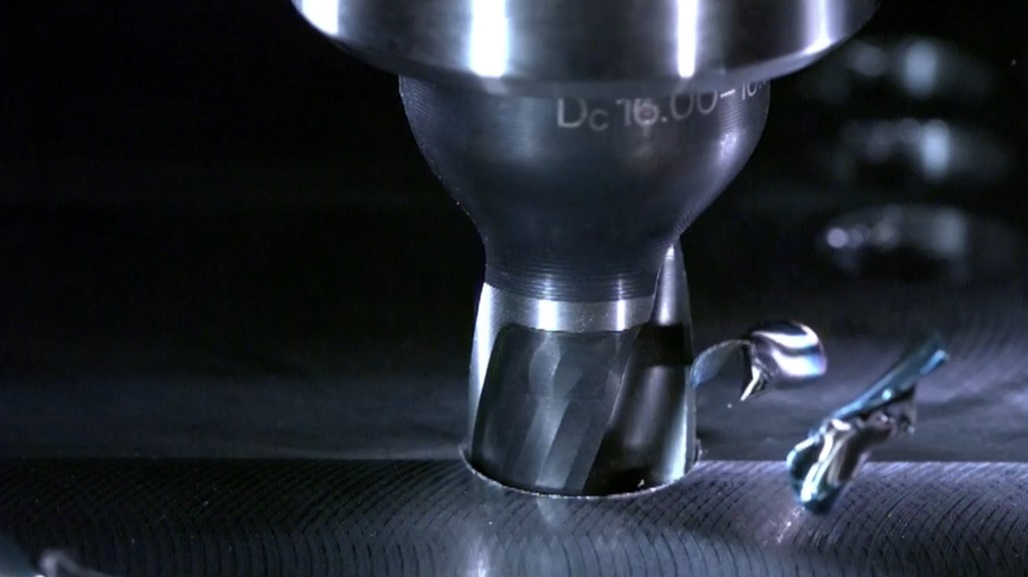
Like most in the industry, Jake Rutherford, research and development engineer at KYOCERA SGS Precision Tools Inc., defines micromachining as any part or part feature requiring tools smaller than 1/8-inch or 3 millimeters in diameter.
“Obviously, the holes in these drills are quite small, so even the tiniest chip or bit of contamination is enough to plug up the works, often resulting in near-instant tool failure.”
Derek Nading,
M.A. Ford
It’s nothing new, he explains. The first application for micromachining was watchmaking, but as technology has delivered smaller and more precise components over the years, the term now covers a broad range of industries, parts and materials. This includes all manner of sensors, heart pumps and respiration monitoring equipment, components for the aerospace and automotive industries, electron microscope accessories, microfluidic devices, and even many of the parts in your smartphone.
Read more: 5 Ways Manufacturers Can Use Data Analytics to Improve Efficiency
The materials used to make these components also cover a broad range, with stainless steels and high-temperature alloys quite common, as well as polymers such as PEEK, PTFE and POM.
“There’s a great deal of material overlap between industries, which is why shops should look for micromachining tools that are material-specific rather than tools designed for a specific market or application,” Rutherford says.
Micromachining’s Rules of Thumb
Regardless of the workpiece size, however, the general principles of machining remain the same. What’s different is the amplified effect that any less-than-optimal application variables have on micromachining success.
“Everything becomes more critical,” says KYOCERA SGS Applications Engineer Jacob Rak. “Take runout as an example. We recommend a maximum of 0.1% of your cutting tool diameter. The smaller the tool is, though, the more difficult that is to achieve and the greater the effect on tool life.”
Derek Nading agrees. An applications engineer for M.A. Ford Mfg. Co. Inc., he offers a rule of thumb for tools larger than 1/8” in diameter: For every tenth of runout, machinists can expect to see a 10 percent reduction in tool life. “When you’re dealing with micro-sized cutting tools, though, the loss in tool life can be even greater. That’s why we recommend a high-quality shrink-fit, hydraulic or precision press-fit system for most milling and drilling applications, but especially so for micromachining.”
Attaining the proper surface speed is also critical. Any machinist can do the math, but running a 1/32” cutter at 300 sfm requires close to 40,000 rpm, far higher than most machining centers and all lathes are capable of achieving. In these situations, Nading and others recommend a speeder head. Electric, pneumatic and coolant-powered versions are readily available, although Nading is quick to point out the first of these requires electrical wiring, thus prohibiting the use of the machine’s automatic tool changer.
Read more: Managing Downtime: A Guide to Improving Shop Productivity During Manufacturing Slowdowns
High Spindle Speeds and Clean Coolant Feeds
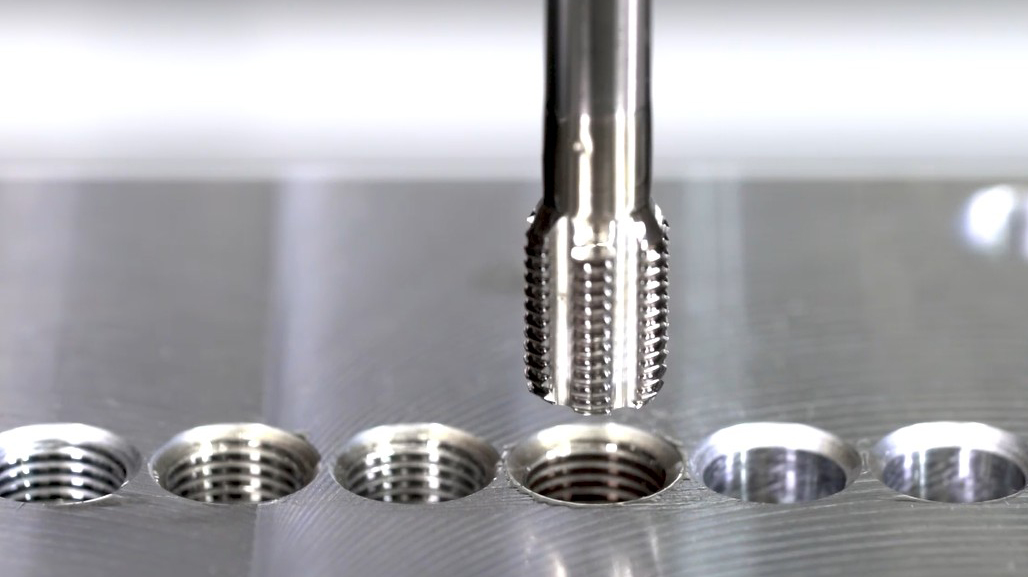
For coolant-fed microdrilling applications, Nading notes that a high-pressure coolant (HPC) system with 500 to 1,000 PSI should be used to accommodate the drill’s ultra-small coolant holes. He warns that proper filtration is crucial.
“Obviously, the holes in these drills are quite small, so even the tiniest chip or bit of contamination is enough to plug up the works, often resulting in near-instant tool failure,” he says. “That’s why I like to see filtration levels of 10 microns or better for optimal performance.”
Even more so than high spindle speeds and clean coolant, Nading likes to see well-aligned, highly accurate machine tools designed for microwork. So does KYOCERA SGS’s Rak: “When you try to run a micro drill or end mill on too large of a machine, the axis resolution is often not fine enough, generating motions that can be too abrupt for the tool to withstand,” he says.
Evan Duncanson, milling application specialist at EMUGE Corp., noted another common micromachining mistake: underfeeding the tool.
“People new to this kind of work tend to baby microtools, but when you reduce the feed rate at 30,000-plus rpm, you end up just pushing the material and the tool breaks,” he says. “You need to use the recommended feed rate for a tool to cut properly, regardless of its size.”
The toolpaths themselves may also need adjusting. Duncanson suggested that trochoidal cutting still has its place, but because micro end mills are often limited to two flutes and have a relatively long reach, a different milling strategy might be necessary.
Read more: Meeting the Medical Machining Challenge: 5 Smart Tactics You Need to Know About
“A lot of micro end mills have a very short cut length—often just one to two times the diameter—with a reduced neck 10 or even 20 times that in length,” he says. “With these tools, you’re going to take a very shallow axial cut and use a relatively heavy stepover amount.”
Lastly, would-be micromachinists should have an appropriate tooling budget. Just as milling and drilling with tools the size of a pencil lead is not for the faint of heart, nor is the grinding of such tools. Duncanson and the others here say high-end grinding machines and special fine-grain wheels are needed to achieve the exceedingly smooth finishes and sharp edges found on their products. Even so, scrap rates go up—sometimes way up—as tool size goes down. The result is higher tool cost.
“Look at the cutting edge on a standard, 1/2” end mill under a microscope,” he says. “No matter how good the tool, you’ll see two to three microns of microchipping and edge fracturing. This is why most manufacturers apply a slight hone to their tools, to smooth out this fracturing and basically pre-wear the tool. You can’t do this when the tool is one-tenth that size, however, just as you can’t apply the same five-to-10-micron-thick coatings. Everything has to be as sharp as possible.”
Micromachining Techniques
Despite all this talk of sharp tools and special grinding equipment, much of today’s “micromachining” is not as described here. Yes, a fair amount is done using conventional cutting tools on CNC lathes and machining centers as just discussed. But there’s also laser micromachining (see sidebar), micro-EDM and a type of micromachining that would more accurately be called microfabrication.
Two such fabricating processes exist. The first of these—bulk micromachining—is typically used to create MEMS (micro-electro-mechanical systems) through selective etching of a silicon substrate. If a MEMS device was the size of a house, most of it would be underground, excavated with a series of caustic chemicals until the desired structure and mechanical properties are constructed.
Surface micromachining, on the other hand, builds the “house” within a surface layer that’s been deposited on top of a silicon wafer. Parts of this crystalline layer, roughly 25 microns thick, are selectively removed via a similar chemical etching process. Both processes have their pros and cons, and both are used to produce a wide array of exceedingly small devices. These include MEMS, inertial sensors, gyroscopes and pressure-sensing devices, all of which can be found in smartphones, automobiles, aircraft and various high-end industrial products.
![The History of Manufacturing in the U.S. [Infographic]](https://images.ctfassets.net/5j4ln2up7bt7/fDsTnKF6GUAIvHgfShnVa/85e0c4f78c822db6b183aef86e779d38/Image_FOUR_GettyImages-1026499496-thumb.jpg)