Selecting a Combination Tool to Save Cycle Time
Selecting an appropriate threading tool and applying it correctly to the machining process are essential.
Selecting an appropriate threading tool and applying it correctly to the machining process are essential.
Creating threads is often among the last operations when manufacturing, and to have a thread quality issue or – worse yet – a tap broken off inside the part at this late stage of manufacturing is very costly in both the time and material invested. Selecting an appropriate threading tool and applying it correctly to the process are essential.
Choosing between a tap and a thread mill is not always a straightforward decision. On CNC machine tools a tap is easier for programming, but other factors should probably be considered as well. As long as the machining center is capable of helical interpolation (3 axis moves), a thread mill has multiple advantages. A tap can thread only one diameter, and large diameter taps can be quite expensive. A thread mill that meets the pitch requirement can thread a range of hole diameters (if they are larger than the tool’s diameter), and some thread mills can also create external threads.
When engaged in the hole, a tap has a great deal of contact with the part and a lot of cutting force is being used. Because of these high forces a tap may sometimes break off in the part, which could cause the part to be scrapped. A properly applied thread mill is less likely to break from extreme cutting forces, and because the thread mill will always be smaller in diameter than the hole it is threading it is much easier to remove it from the part if it breaks.
By changing only the programming most thread mills can be used to produce a left-hand or a right-hand thread; you also have the ability to change the pitch diameter, making them much more versatile than a tap. And for threading a blind hole, a thread mill can produce a full thread much closer to the bottom of the hole (within a half a pitch) than even a form E tap (1.5 – 2 threads chamfer lead).
Watch Guhring's MTMH3-Z Helical Drill/Thread mill in action in this short video.
All of this becomes even more challenging when scaled down to the realm of micro tooling. A smaller diameter tap may be more susceptible to breaking from the cutting forces, especially in difficult materials. And perhaps the biggest challenge, particularly in difficult materials like stainless steel and titanium, is chip control. This is where a micro thread mill can really shine!
Because the micro-diameter thread mill (or any thread mill creating internal threads) is smaller than the hole, chip evacuation is much less troublesome, and with only a portion of the tool in contact with the wall of the part at any given time the radial cutting forces are greatly reduced, reducing the risk of deflection and of breakage.
Thread milling operations can potentially take more cycle time than tapping, and manufacturers are always looking for ways to reduce cycle time. This is where a thread mill that can drill from solid as well as cut threads can provide the best of all worlds.
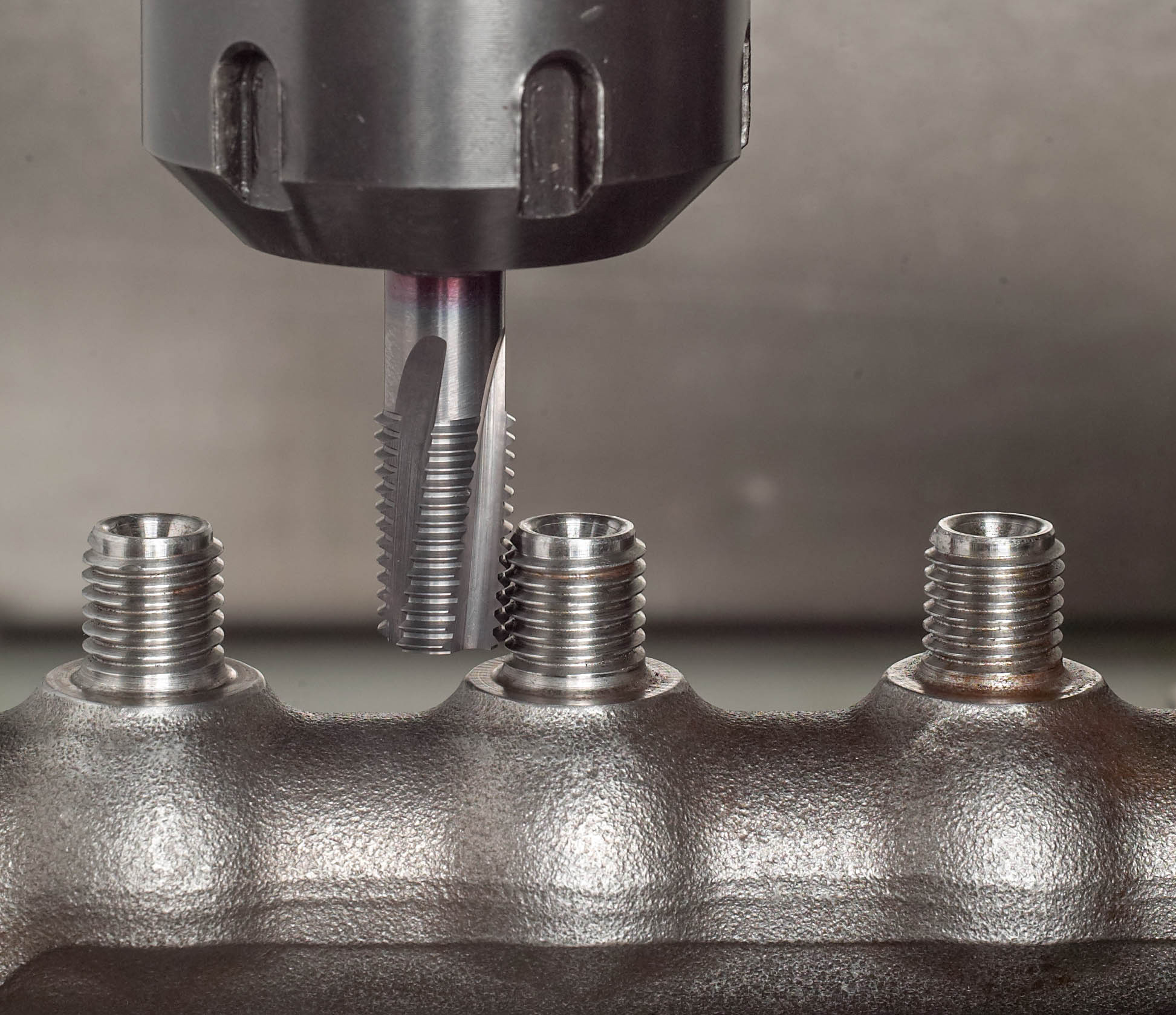
For helical drill/thread milling into solid material, Guhring is one manufacturer that offers a micro tool that performs both core hole and thread production. From diameters as small as UNF No. 1 or M2, Guhring’s MTMH3-Z micro drill/thread mills are universally applicable in materials up to 66 HRC.
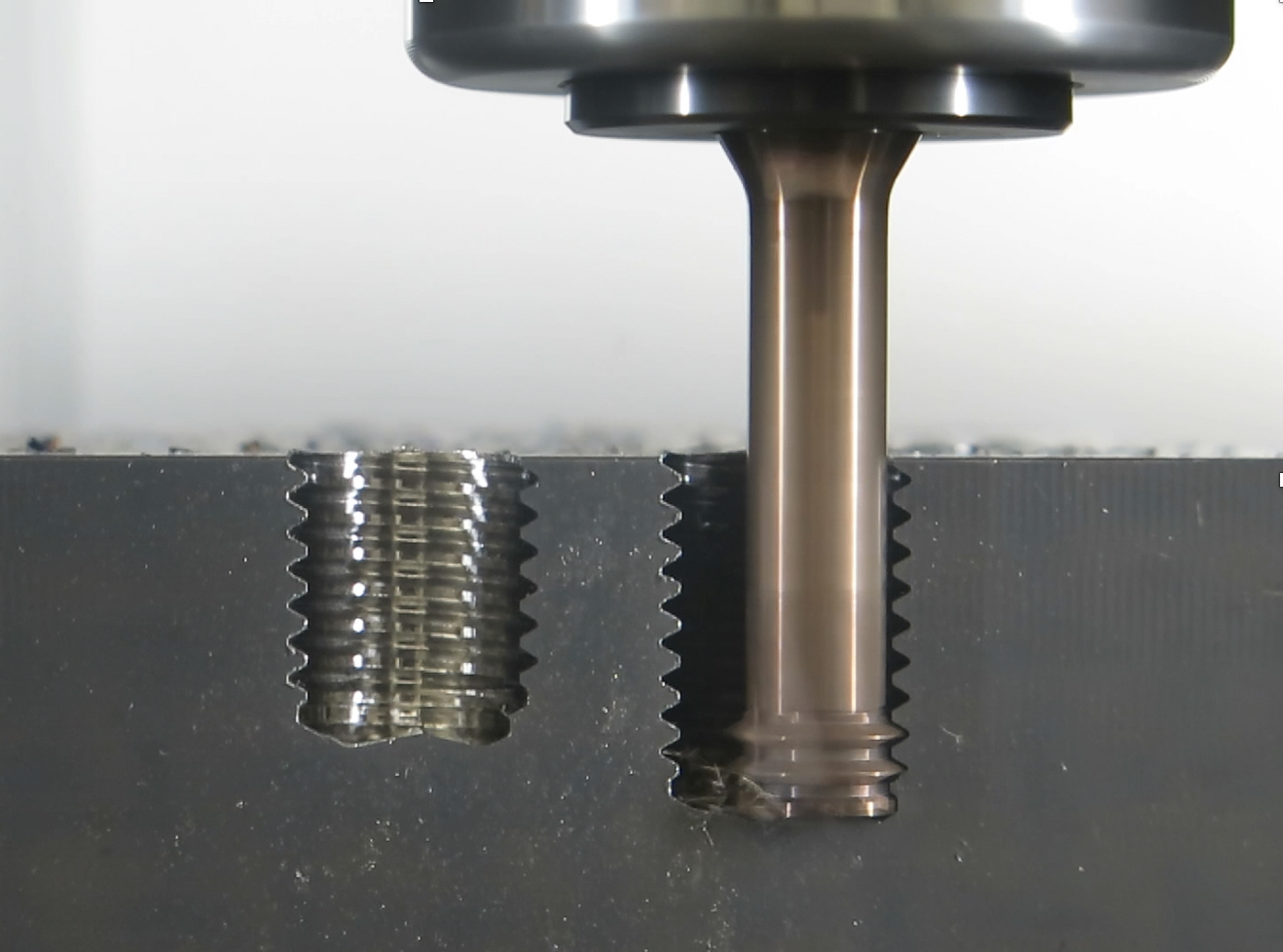
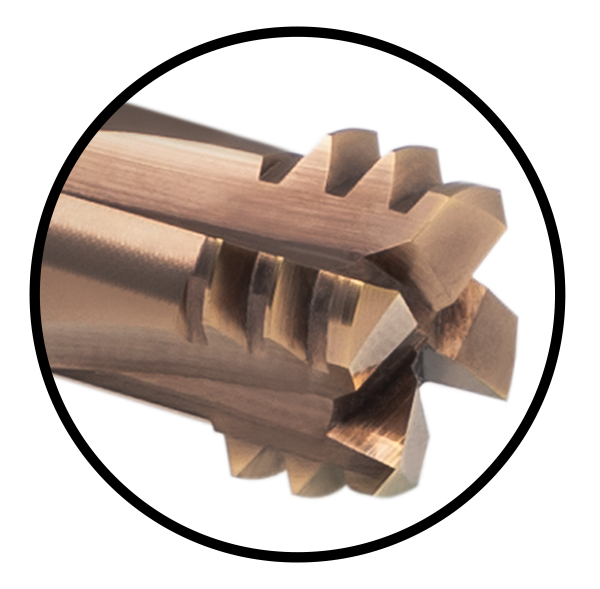
A specialized face geometry allows the MTMH3-Z to circular interpolate the core hole while creating high-precision threads simultaneously, significantly reducing cycle times by utilizing one tool for both processes. In a blind hole application, this cutaway shows that the threads are made within half a pitch of the bottom.
The left-hand cutting geometry of the thread mill ensures that the tool stabilizes itself during climb milling operations. True-to-gauge right-hand threads are reliably created, in even hardened materials.
Two oil grooves along the shank provide optimum cooling and chip evacuation with emulsion or air.
For more than 100 years, Guhring® has provided innovative solutions for round cutting tools. Guhring's extensive line of cutting tools are manufactured on machines and equipment designed and built by Guhring, ensuring the highest level of quality, accuracy and consistency. From micro drills and deep hole drills to cutting taps and finishing end mills, Guhring has the right solution for every job.






To request a quote, please login to your existing account or register a new one. This helps us provide you with a personalized experience and keep track of your requests.