Shrinking Costs – Collet vs. Shrink Case Study
How do you increase productivity and reduce consumable tooling costs without changing anything about the cutting tool itself?
How do you increase productivity and reduce consumable tooling costs without changing anything about the cutting tool itself?
One Tooling Change Nets Automotive Manufacturer Big Returns
How do you increase productivity and reduce consumable tooling costs without changing anything about the cutting tool itself? That is the story of Wescast Industries Inc., the world’s largest manufacturer of cast exhaust manifolds and turbocharger housings for passenger cars and light trucks.
As a Tier 1 supplier to the automotive market, Wescast Industries specializes in the casting of complex high-temperature components for the passenger cars and light duty trucks. As a global leader in metallurgical development, Wescast Industries harnesses the knowledge and experience of its highly experienced team to deliver innovative solutions to their customers. They design and manufacture components including exhaust manifolds, turbo charger housings, integrated turbo manifolds and other specialized powertrain parts. Their commitment to employee engagement and innovation promotes an environment where continuous improvement is the daily norm.
When the concept of process improvement via toolholding upgrades came to Bob Phillips, Manufacturing Technician at Wescast’s Macomb Township location, he was happy to investigate a possible alternative. Bob noted, “I was looking for a way to get our machines running truer.” It did not take long for him to implement a comprehensive, long-term testing platform from which Wescast would be able to evaluate the claims of one specific vendor.
The Proposal
The vendor was HAIMER, a global manufacturing leader of shrink fit toolholding and machine technology. Mike Martin, Regional Manager for HAIMER USA, presented Bob Phillips with a proposal that would guarantee both increased productivity and tool life versus their current collet chuck holders. More specifically, he proposed reducing cycle time by 5% for all round tools with the guarantee that Wescast would net a minimum increase in tool life of 25% for all tools using his shrink chucks.

The Test
To test HAIMER’s assertions, Bob isolated one machining cell (8 machines) and five cutting tools to conduct a study. The part was cast iron exhaust manifolds. In four machines, the existing collet chuck holders were left to run as usual, without changing cutting parameters. In the other four machines, HAIMER shrink fit chucks replaced the pre-existing collet chucks with adjustments to feeds and speeds to generate the 5% improvement for each tool. During the following three months, data was carefully gathered as all machines continued operating across three shifts, six to seven days per week. Data including cycle times, tool life and tool change times were recorded.
Results – Tool Life
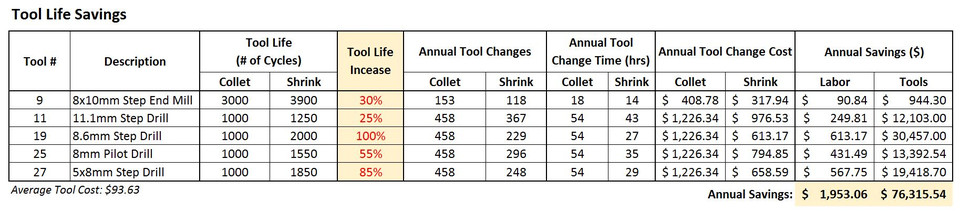
It only took a week for Bob Phillips to start seeing positive results, and after three months, the data was undeniable. As chart 1 illustrates, improvements in tool life from the tools in shrink fit chucks were profound, achieving an average life increase of 60% across all five tools. Bob even noted, “We continue to see tool life continue to increase beyond the results recorded in our study.” Tool life, which was measured by the number of manifold pairs the tools could produce, increased anywhere from 25% to 100% depending on the tool. The annual cost-savings from the additional tool life on Wescast’s 16 CNC machine line, factoring direct and indirect labor costs as well as tool change savings, was $78,269.
Common stigmas often associated with shrink fit chucks is that they are only for high speed machining, only for milling, or only for advanced work materials. Therefore, it is noteworthy to mention that all but one of the tools (a step end mill) were actually step drills, running at speeds less than 8,000 RPM in cast iron.
HAIMER claims the significant increase in life is a bi-product of their system's runout accuracy, balance integrity, taper accuracy and inherent ability to maintain the aforementioned properties from one tool change to the next. Drew Strauchen, vice president at HAIMER USA notes, “The value of HAIMER shrink fit lies not only in the high quality of our manufactured product, but also in the repeatable nature of the system itself. Shrink fit eliminates a lot of variability encountered with mechanical systems, thereby improving process reliability for the user in both the short and long term.”
Results – Cycle Time
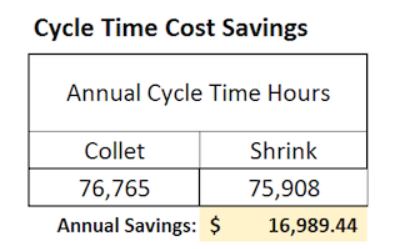
The average cycle time savings for four machines using shrink fit chucks, versus their collet holders was 7.5% (see chart 2). Based upon annual part output, the total number of machining hours saved per year by using shrink fit toolholding was significant. Assuming a 40-hour workweek, and three shifts, this represents one week’s worth of saved machining time and an estimated additional savings of $16,989.44 (see chart 2B).
In addition to the productivity gains, Bob made mention Wescast also “saw indirect benefits via the simplification of the tool change process and through the elimination of cleaning processes associated with collets.” Timely collet cleaning processes and collet replacement schedules to help stabilize runout accuracy could be eliminated, and possible variations between how two people might replace a tool became non-factors with shrink fit chucks.

Results – Total Cost Savings and Payback
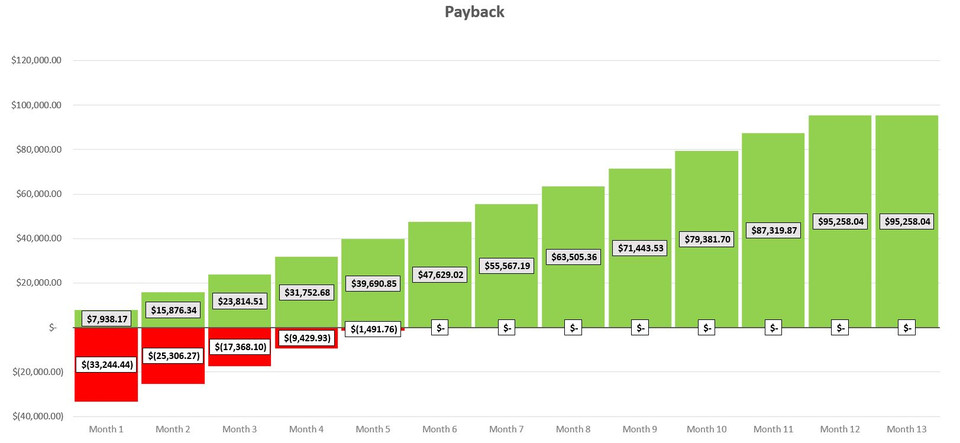
All total, switching from a mechanical collet chuck to shrink fit chucks produced an annual cost savings of $95,258.04 for all 16 CNC machines.
The total investment to tool up all 16 machines on the line was $56,064, with a great deal of the capital expense wrapped up in the cost of the shrink machine. The average cost of the shrink chucks by themselves was $262, versus the average price of $204 for the collet chucks, a difference of only 29%. Payback (see chart 3) on the investment would be realized in month six or seven of year one, with no significant future investments needed in subsequent years to maintain the tooling. This is because the life expectancy of the shrink fit system can be measured in years. The elimination of wearable mechanical components, such as collets, nuts, rings, bladders or other moving parts means no maintenance or replacement schedules need be instituted, saving further time and money. In addition, open capacity on the shrink machine will enable other programs at Wescast to purchase shrink holders only, thereby shortening the payback period even further.
Perceptions Changed
As with anything new, perceptions often create skepticism in the beginning. Bob noted there was some apprehension, “At a glimpse, the shrink fit holders were not as bulky as our collet chucks, and the perception was that they would not be as rigid or secure as a result. Furthermore, we had not had success previously with another press fit clamping system, which had boasted similar benefits.” However, after thorough testing and documentation, the results made it easy for all involved to jump onboard. The goal of reducing costs via better toolholding technology was achieved, netting a savings that would be realized for this location as well as other Wescast production facilities in the future.
Previously featured on Haimer-USA.com.
Haimer is a globally recognized leader in premium tooling technology, specializing in solutions, mainly for the metalworking industry. As a German manufacturer, Haimer is dedicated to delivering exceptional quality across its product range, which includes shrink fit tool holders, collet chucks, shrink fit machines, carbide end mills, balancing machines, tool presetters, and 3D sensors. At Haimer, quality is the cornerstone of success: QualityWins.






To request a quote, please login to your existing account or register a new one. This helps us provide you with a personalized experience and keep track of your requests.