For many holemaking applications, the entrance and exit of the hole may play an important role in the part’s eventual functionality, and removing the burr created during the drilling operation is usually a requirement.
For many holemaking applications, simply drilling a straight hole within the required diameter tolerance is not the only objective. The entrance and exit of the hole may play an important role in the part’s eventual functionality, and removing the burr created during the drilling operation is usually a requirement.
When creating a hole for a tapping operation, chamfering the hole prior to tapping is common practice, and quite frankly a critical operation with regards to the quality of the resulting thread. The chamfer serves multiple purposes. It helps guide the tap into the hole and provides a smooth entry for the tap as it begins to cut or form the initial threads, which translates into improved tool life of the tap. Chamfering the hole also results in a stronger thread of improved quality. Tapping a hole without a chamfer will create an extremely thin layer of material at the top of the thread, resulting in a very weak initial thread. This thin top layer of the thread can end up being pushed down into the remaining threads, or lifted up on top of the hole forming a burr. Burrs remaining at the top or bottom of a threaded hole may inhibit the proper fit or seal with a mating part. Additionally, large chamfers, commonly referred to as countersinks, are often required in parts utilizing flathead screws, which require the heads of the screws to sit flush or slightly below the part’s surface.
To produce these chamfers and perform common deburring operations, many manufacturers utilize countersink tools, which come in various sizes and geometries. Countersink tools plunge directly into the pre-existing hole to create the chamfer. However, not all countersinks are created equal, and some machinists may find themselves struggling to produce a hole with a clean chamfer, especially when creating the deeper countersinks for the flathead screws. Common challenges during chamfer and countersink operations include chatter or poor surface finish, oblong or egg-shaped holes, and small burrs left at the top of the chamfer. Because of this, some may machinists choose to utilize chamfer mills as opposed to countersinks. However, chamfer mills require an interpolation program for deburring holes, which results in increased cycle time. Since chamfer mills are designed for milling a linear path rather than plunging, they typically have tighter flute profiles and do not provide adequate chip evacuation during plunging operations.
A countersink can also be integrated into a step drill where the drill can create the hole and the chamfer in a single operation. This provides the benefits of cycle time savings and improved concentricity, but is typically reserved for parts with increased lot sizes and longer production runs. The downside is that this tool design does not offer much flexibility for use in varying applications. Therefore, with job shops producing smaller lot sizes the drilling and chamfering operations are typically performed in sequence using a separate drill and countersink. Dedicated countersinking tools can offer a machinist varying chamfer angles while allowing some flexibility in the size of holes that can be chamfered, as well as depth of countersink.
In some cases chamfering and countersinking operations may take place on secondary machines using manual drill presses and hand-held drills which lack the rigidity and control of machining centers. In these cases the lack of rigidity increases the likelihood of chatter and concentricity issues due to the inability to control the axial and radial forces present during chamfering operations. And the presence of a large burr on the entrance or exit of the hole can compound this problem.
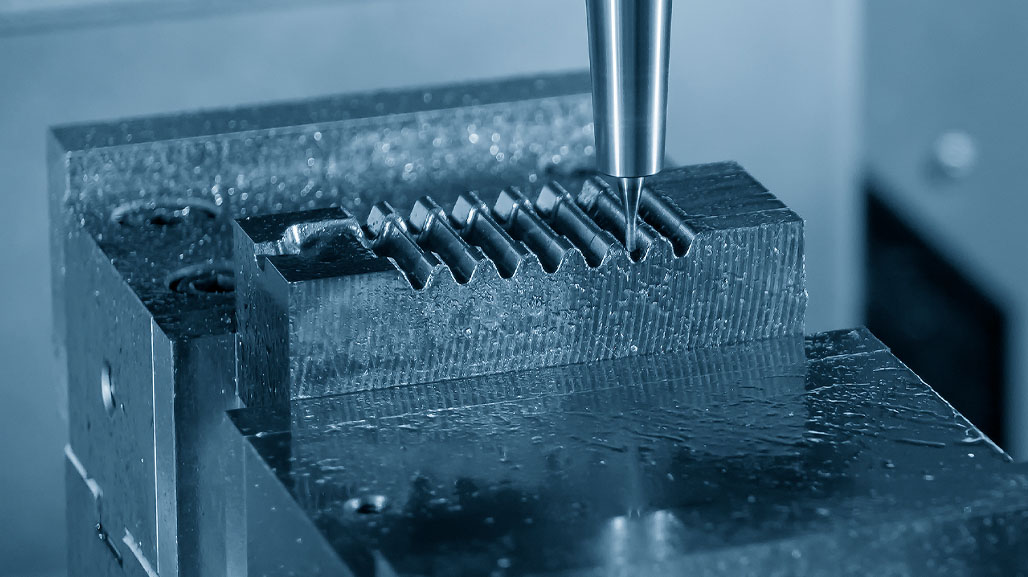
Standard countersink (left) vs. SpyroTech countersink
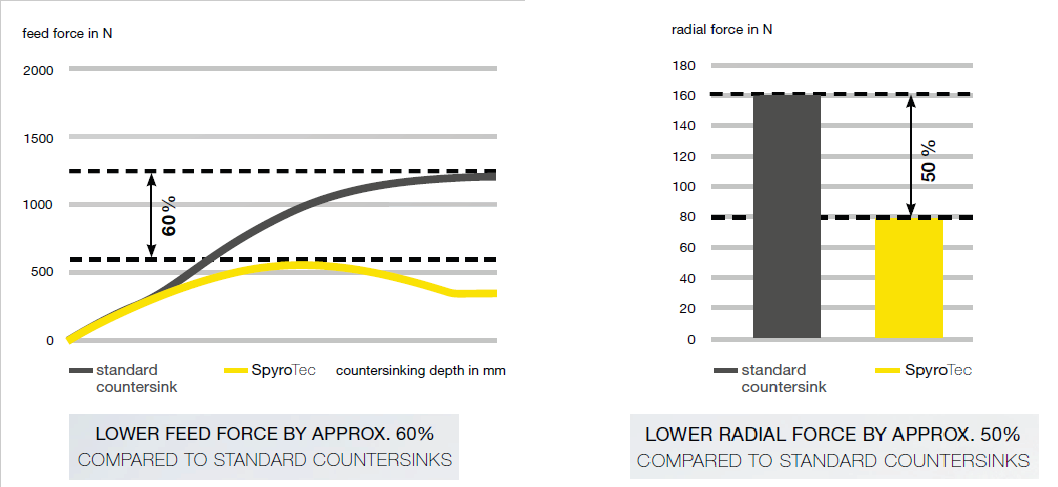
SpyroTec helical countersinks were developed by Guhring to meet these machining challenges. The unique spiral-fluted geometry of the SpyroTec combined with the convex cutting edges results in a much smoother cutting action, resulting in a 60% reduction in feed force and a 50% reduction in radial forces. This reduction in cutting forces makes these countersinks ideal for use in hand drilling operations.
The unique spiral-fluted geometry of the SpyroTec combined with the convex cutting edges results in a 60% reduction in feed force and a 50% reduction in radial forces.
The three-flute SpyroTec countersinks utilize curved, convex cutting edges combined with unequal flute spacing to form an extremely stable tool with low vibration occurrence and therefore reduced chatter and improved surface finish. The cobalt substrate holds up well in high-temperature applications, and the TiAlN coating ensures higher wear resistance, enhancing long tool life.
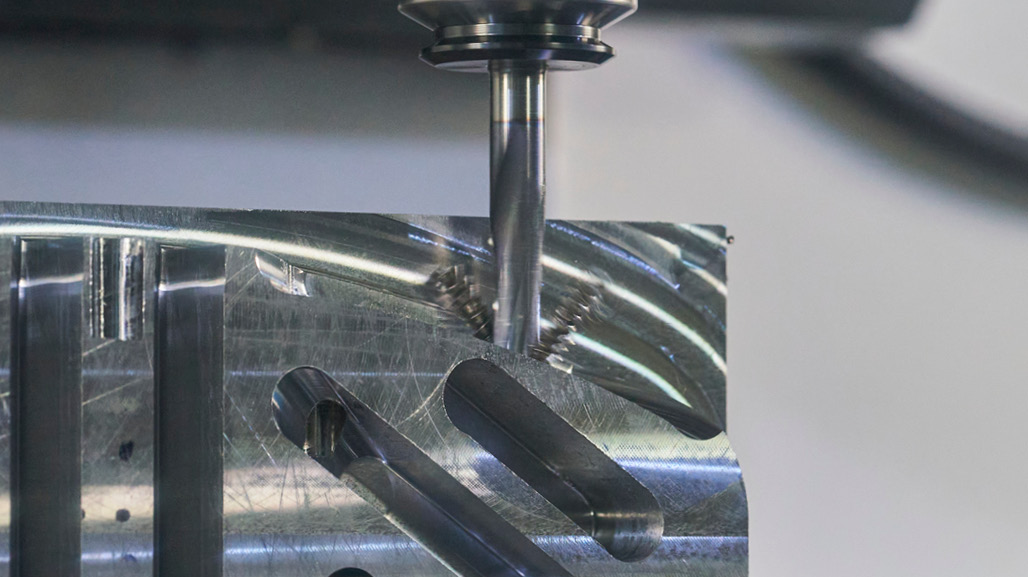
The three-flute SpyroTec countersink
Available from stock as 90°, 82°, and 60° countersinks, SpyroTec helical countersinks are offered with either cylindrical shanks or tri-flat shanks, as well as long length options. Sets are available in either the 82° or 90° version.
Browse MSCDirect.com to find countersinks from Guhring that can fit your application.
For more than 100 years, Guhring® has provided innovative solutions for round cutting tools. Guhring's extensive line of cutting tools are manufactured on machines and equipment designed and built by Guhring, ensuring the highest level of quality, accuracy and consistency. From micro drills and deep hole drills to cutting taps and finishing end mills, Guhring has the right solution for every job.
To request a quote, please login to your existing account or register a new one. This helps us provide you with a personalized experience and keep track of your requests.