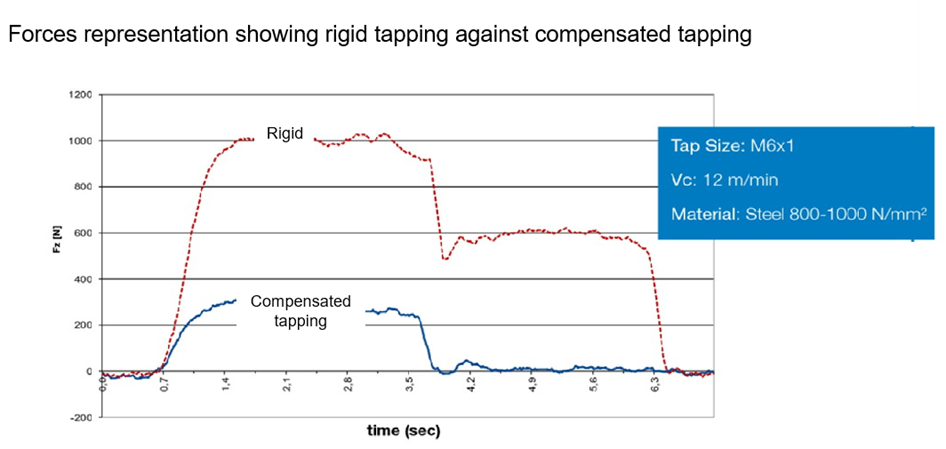
The segments can be described as follows:
- Tap enters the component
- Tapping to depth or through on blind holes
- Tap reverses at the bottom of the hole
- Tap moves out of the tapped hole
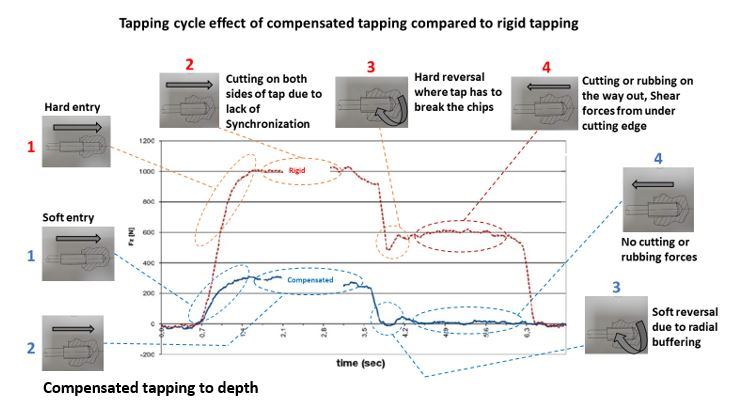
Looking at the graphic we have to ask ourselves several questions:
- Comparing the entry forces, we see two distinct differences:
a. Why are the forces lower when entering the component for compensated tapping?
Answer: The reason is easy to explain. Firstly, the STA synchro collet has the ability to move the tap's cutting edge or profile in four directions. Advance or retard in both rotational and in linear directions. When we speak about movement of the profile, we talk about movement in microns which is sufficient to align the spindle movements perfectly to the position of the manufactured profile of the tap. This helps the cutting action to “synchronize” the pitch of the tap with the mismatch of the decelerating speed and feed of the machine spindle position.
b. Why is there a softer entry curve for compensated tapping compared to rigid tapping?
Answer: This is due to the radial movement of the STA synchronization effect.
- Why are the cutting forces to depth so much higher when rigid tapping compared to the synchronized tapped data?
Answer: The mismatch of the machine's spindle position on rigid tapping forces the tap to cut and rub on all flanks of the tap. Basically, it is fighting the mismatch from both sides of the thread profile. This has two negative effects on the tap and on the component, causing reduced tool life and poor thread profile issues. This also causes a weak product and affects the product quality.
- What is the benefit of a compensated reversal at the bottom of the tapped hole compared to rigid tapping?
Answer: We all know that there is zero surface speed at the turnaround point of a tapping operation. The synchronization effect of the STA product allows a smoother transition. This allows what is an aggressive chip breaking operation, when rigid tapping on reversal to be reduced to a minimum, when synchronized tapping. This reduces the micro chipping on the synchronized tapping operation, thus increasing tool life.
- Why are cutting forces present in the rigid tapping graphic compared to no forces in the compensated tapping graph when the thread has already been cut and the tap is exiting the tapped hole?
Answer: This is an interesting factor and shows quite nicely that when a thread has been cut, the power drain, coming out of the hole, should be close to zero. This can be seen in the synchronized graph. The forces coming out on the rigid tapping operation are purely related to the mismatch of the thread profile and the accelerating speed and feed of the machine spindle. The effect on the cutting edge is a reduction in tool life and product quality due to the double cutting action. The rubbing and the negative shear forces coming from underneath the cutting edge are the cause related to the operation when rigid tapping. This induces splintering of the cutting edge in the case of carbide taps and excessive wear when tapping with HSSE or PM tap materials.
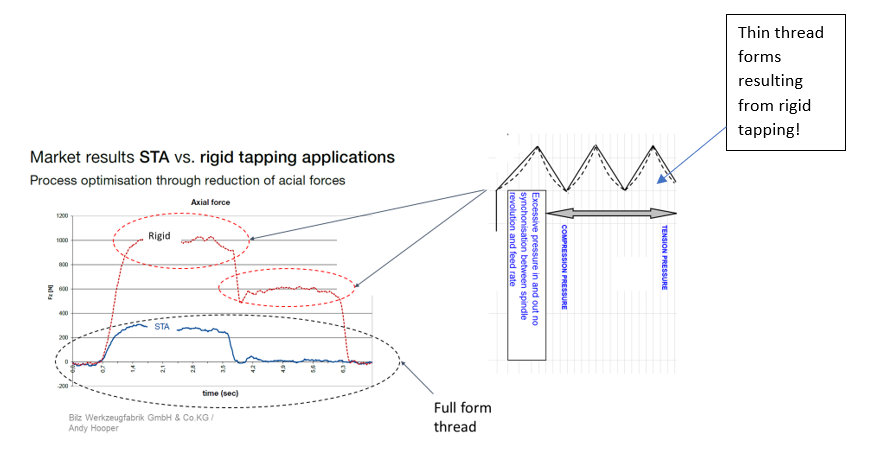
But what about quality of thread form?
One of the most dangerous situations for thread quality is a “thin” thread. This is directly attributed to the lack of synchronization or compensation. Rigid tapping is the cause of this negativity. The following graphic shows when this happens in the rigid tapping process.

 copy 3.jpg?itok=jDQ0Lywg)


Talk to Us!
Leave a reply
Your email address will not be published. Required fields are marked *