Understanding the Benefits of Circle Segment Cutters
For manufacturers willing to make the investment, circle segment cutting can reduce cycle times and increase tool life of certain CNC jobs. Here’s what you need to know.
Ball-nose end mills haven’t yet gone the way of the dinosaurs, but one thing is for sure — the asteroid just struck, and a barrel-shaped tsunami is on the way. Prepare to meet circle segment cutters.
When milling a 3D mold surface with a ball-nose end mill, CNC machinists and programmers are aware that the larger the tool, the greater the stepover amount, the better the surface finish and the shorter the cycle time. For example, a 0.125-inch-diameter tool would use a stepover of 0.022 inches to achieve a 0.001-inch scallop height. By comparison, a 0.50-inch ball-nose end mill would support a 0.045-inch stepover amount, more than double that of its smaller counterpart.
Now imagine squeezing a tool with a 1-foot radius into that mold cavity. If this supernatural feat were possible, the stepover amount could be increased to 0.31 inches, an almost sevenfold increase in throughput.
As it turns out, this improbable machining scenario is quite achievable. Circle segment cutters, also known as barrel mills, are quickly becoming a go-to tool for complex surfacing operations employed in mold making, orthopedic implant work, and the machining of gas turbine blades and other free-form surfaces in the aerospace and energy industries.
As their name implies, circle segment cutters contain only a small segment of the radius that is found on a ball-end mill of the same size.
It’s the humongous arc segment that gives circle segment cutters the ability to drastically increase stepover amounts and do so without sacrificing part quality. As internal testing and customer success stories from circle segment tool providers will attest, some users have watched their cycle times drop from hours to minutes and tool life increase after implementing a barrel cutting strategy.
EMUGE Corp. is perhaps most responsible for the circle segment tool’s increasing popularity, having worked closely with CAM provider Open Mind and CNC Software creator Mastercam to develop the special toolpaths needed for circle segment machining.
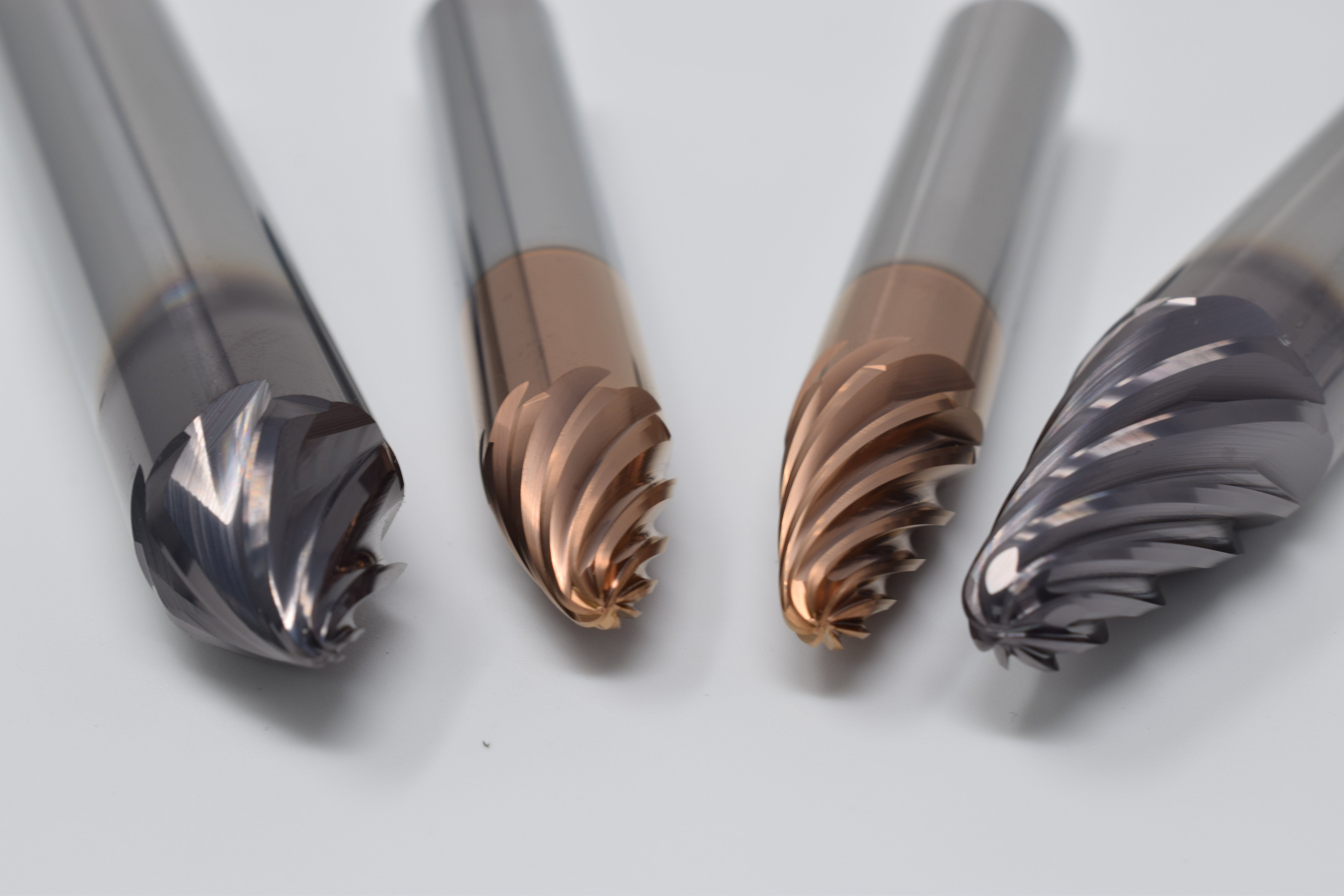
Compared with ball-nose end mills, circle segment cutters like the one shown here can provide productivity increases of 10 times or more, with better tool life. (Image courtesy of EMUGE)
Types of Circle Segment Cutters
Four forms of circle segment cutters are available: barrel, oval, lens and taper. Each requires a 5-axis CNC machine tool and special programming methods. Here’s a quick overview:
Barrel style: The whiskey barrel or beer keg form was one of the original circle segment cutter designs. Its use is limited to machining gentle undercuts on vertical walls, similar to how a lollipop cutter works (albeit much more quickly).
Oval form: Viewed from the side, the oval form cutter resembles a bullet, with a small ball nose transitioning into a larger radius running up the sides. This gives it a compact shape that allows it to fit into tight spaces, making it a good option for finishing tapered walls and adjoining floors on a variety of part shapes.
Lens style: The lens-shape tool looks much like a typical square-end milling cutter but with a gentle curve spanning its business end. It is well-suited for semi-finishing and finishing operations on relatively shallow curved surfaces such as plastic injection mold cavities.
Taper form: As their name suggests, taper form cutters contain a long, tapered section like that found on the end of a sharpened pencil, capped with a small radiused end. That taper is actually a very large arc segment, however, making this circle segment cutter the most aggressive in terms of stepover amounts. To find out whether a machine tool is capable of circle segment cutting, potential users are strongly advised to ask for help from the experts.
What the Experts Are Saying
“Our technical support center in the U.K. has been spearheading our efforts in this area and has extensive experience in both aerospace and medical applications, although mold making is certainly a candidate here as well,” says Jacob Rak, applications engineer at KYOCERA SGS Precision Tools Inc. “From what we’re seeing in this market right now, the tapered form is the most popular. This is why we launched our MultiCarb series barrel cutters for steels and high-temp alloys and the S-Carb APF-B series for nonferrous materials, both of which are taper form and have delivered cycle time reductions of 90 percent or more compared to ball-nose end mills.”
The MultiCarb and S-Carb APF-B taper form barrel cutters from KYOCERA SGS are available in multiple sizes, coatings and flute configurations. (Image courtesy of KYOCERA SGS)
To support these efforts, KYOCERA SGS recently ordered a 5-axis DMG Mori machining center to augment the other CNC equipment at its Tech Center in Munroe Falls, Ohio, which will be used for additional testing and customer application support. “I think there always will be a use for ball end mills, but at the same time,” Rak says, “these circle segment tools are really opening up a lot of new opportunities.”
Dan Doiron couldn’t agree more. The product manager for milling at EMUGE in West Boylston, Massachusetts, he’s always looking for customers willing to commit to circle segment tools. “Chances are good that most any part with large swept surfaces like you see on tire molds or turbine blisks is a candidate,” he says. “The biggest barrier, however, is getting shops to experiment with a relatively new cutting tool technology. It admittedly takes time for testing and programming, but those who’ve done so are not going back.”
EMUGE milling application specialist Evan Duncanson warns that not all machine tools are suited for circle segment cutters. “Depending on the surface blends and tolerances, older or lower-quality machines might hesitate going around tight corners and such, and end up leaving witness marks,” he says. “But the benefits of circle segment cutting are simply too big to ignore.”
Do you use circle segment tools at your facility, or do you plan to? Let us know in the comments below.
Kip Hanson is a freelance writer and manufacturing consultant. Hanson, who is the proprietor of KAHMCO LLC, has more than 40 years experience in manufacturing, machine tools, fabrication and ERP systems. In addition, Hanson is a contributing editor at Manufacturing Engineering, Shop Metalworking Technology and others. He has been writing about manufacturing technology since 1998.
To request a quote, please login to your existing account or register a new one. This helps us provide you with a personalized experience and keep track of your requests.