Unleashing the Power of Cutting-Edge Milling Techniques
With more powerful milling tools available today than ever before, the big question facing machinists is how best to combine them to increase productivity, reduce cycle times, and improve tool life and surface finish.
However you define it, whatever the approach, modern toolpaths leverage a combination of chip thinning, robust and responsive CNC machine tools, and state-of-the-art milling cutters.
Mastercam touts Dynamic Motion and Accelerated Finishing. EspritCAM points to its ProfitMilling high-speed machining cycles. SolidCAM has iMachining, CAMWorks and others talk about VoluMill and adaptive roughing strategies.
There’s no shortage of high-quality CAM solutions, each offering its own unique take on productive, efficient metal removal. Almost all of them, though, provide capabilities that fall under one or more of the umbrella terms high-speed, high-feed and high-efficiency machining.
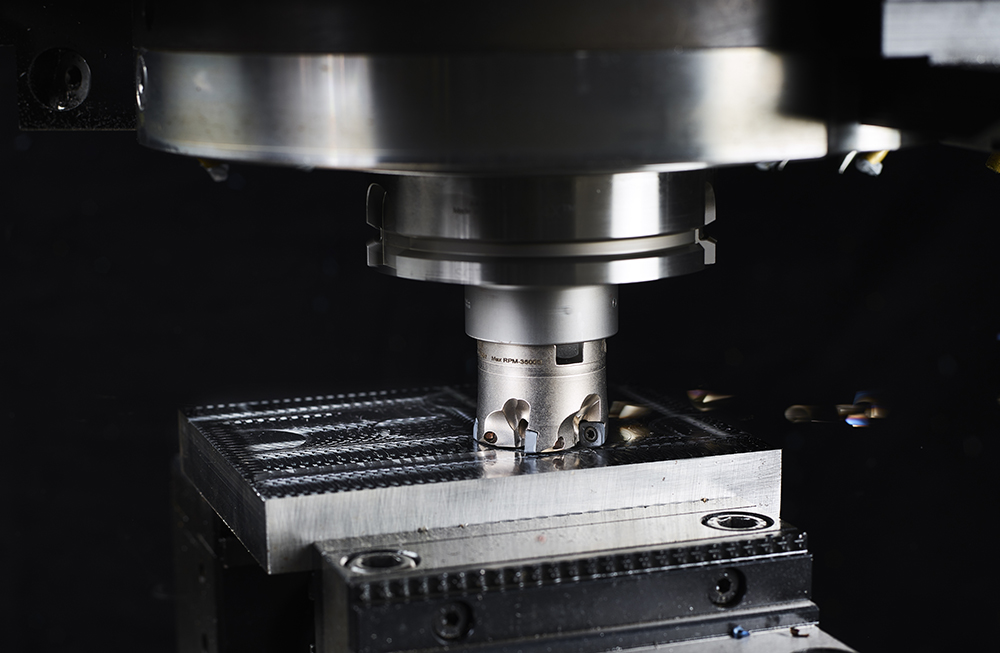
Nor is there a shortage of high-performance cutters, whether these are solid carbide end mills boasting variable helix angles, unequal flute spacing and coatings that many experts only dreamed of a decade ago or modular and indexable milling tools that rip away steel and aluminum at rates that might have you reaching for the emergency stop.
The question then becomes how best to combine each of these different milling technologies to increase productivity, reduce cycle times, and improve tool life and surface finish.
Daniel Dominski, technical sales engineer for OSG’s South Central and Southeast regions; Luke Pollock, senior global product manager for Indexable Milling at Kennametal; and Jacob Rak, an applications engineer responsible for research and development at Kyocera SGS Precision Tools, are familiar with the dilemma.
In recent interviews, the three experts explained some of the ways machinists can use the new and developing technologies to produce more chips—and bolster the bottom line for their businesses.
Taking Advantage of High-Speed Machining
High-speed machining (HSM) is often defined as a milling technique that utilizes spindle speeds of 20,000 rpm or greater and relatively small radial depths of cut (less than 25 percent of the cutter diameter).
“High-speed machining is a general term that describes using high surface speeds and adjusting the feed rate to match the radial width of cut, which is usually quite light,” Rak says. “Also, the chip-thinning effect becomes very noticeable with high-speed machining and can significantly influence the feed rate calculations.”
As the radial depth of cut decreases, the effective chip load declines, Dominski adds. That means “chip thinning compensation must be applied so that the tool’s recommended chip load is being cut by each tooth,” he says. “If this does not occur, you may actually rub the part, resulting in surface-finish issues.”
And those are only parts of the equation. Machining at these speeds requires cutters designed for extreme heat and efficient chip evacuation, as well as a machine tool with a motion control system able to achieve commensurately higher feed rates, often in the face of rapidly changing toolpaths.
Some commodity machines might be unable to keep up. One sure way to identify this situation is to keep a close eye on cycle time—if it doesn’t go down as feed rates go up, you’ve likely exceeded that CNC’s motion control capabilities.
“High-speed machining allows for really good material removal rates, but it does have limited applications,” Pollock notes. “For instance, it’s great for large aluminum components, but again, the machine and cutting tools must be designed for it.”
The technique is mostly utilized in the die and mold industry, “where materials are hard (35-65 HRC) and larger cuts are not possible,” Dominski says. “The machine tools used here are generally the most capable, as they have high accuracy and look-ahead capabilities, very responsive controls and servo systems, and are quite capable of the quick, precise movements needed in these applications. But even then, you will need to ensure that you’re meeting the programmed feed rate. If not, you will need to adjust your parameters to the feed rate the machine is actually achieving.”
What Is High-Feed Machining
High-feed machining (HFM) employs a large radial width of cut—greater than 50 percent is typical—together with a small axial depth of cut and, as its name implies, very high feed rates. “You might be talking about 0.040 inches per tooth with a feed mill, which if you’re using a big, multi-tooth cutter, means you’re absolutely flying,” Pollock says.
Note the term “feed mill.” It signifies a cutter with a very shallow lead angle—say 20 degrees or so—and a geometry similar to that of a face mill or button mill but with relatively large, radiused cutting edges. This provides chip thinning that is axial rather than radial, as seen with high-speed and high-efficiency milling strategies.
Pollock and Rak agree that the technique is very effective when clearing out a large pocket in a mold cavity, for example, or opening a cavity in a titanium aircraft component. Because the cutting forces are directed upward into the machine spindle where it’s strongest, even a less rigid machine can be used.
“High-feed milling is a great option in die mold to use as a roughing operation with solid carbide, negative geometry high-feed mills, clearing as much material as possible prior to semi-finishing and finishing with an HSM-style path,” OSG’s Dominski says. “In aerospace, high-feed milling is most often used in titanium aircraft frame components where solid or indexable high feed mills can make quick work of roughing.”
In the same vein, Pollock suggests an approach known as Z-axis clearing or chain drilling. Here, an indexable drill or milling tool designed for plunge cutting is used to drill a series of holes, each overlapping slightly.
This clearing action might be used to start or rough out a pocket that’s too small for the high-feed machining technique just mentioned. “You really need to pay attention to the toolpath,” he says. “When you retract, you should pull away from the wall a small amount or the inserts will drag on the wall, which will kill tool life. And if you’re using a milling cutter, make each plunge a bit shallower than the previous one.”
High-feed milling and chain drilling can both be used even with tough materials such as tool steel and stainless, and in each case, the goal is to remove as much metal as possible in the shortest amount of time.
Avoiding ‘Spikes’ with High-Efficiency Machining
High-efficiency machining (HEM) is quite similar to high-speed machining in that it uses fairly high spindle speeds and feed rates as well as a large axial depth of cut and small radial cut width. With high-efficiency machining, however, more attention is paid to the end mill’s engagement angle and avoidance of “spikes” that can lead to chatter, tool wear, and even breakage.
“In most high-efficiency machining situations, milling tools with higher flute counts are used due to the smaller radial depth of cuts,” Dominski says. “You will typically see end mills from 4-13 flutes advertised for high-efficiency machining. But this will depend on material—for instance, end mills designed for aluminum will have 3 flutes. Usually, it is best to gauge what stepover can be taken in the material you are cutting to pick your flute count, but in reality, all traditional mills can be used with trochoidal-style HEM tool paths.”
High-efficiency machining—which includes trochoidal-style toolpaths, dynamic milling, Volu-Milling and all the rest—control the radial engagement angle “by making stepovers progressively smaller as the tool goes into corners and tighter areas,” says Rak, of Kyocera SGS Precision Tools. “Here, the goal is to make the chip loading as consistent as possible.”
He also notes that, “in aluminum, high-feed machining would be a really good way to go because the material is easy to machine, and you can take heavy bites without worrying about engagement angle overloads, whereas in difficult-to-machine materials like superalloys, it’s important to take advantage of high-speed and particularly high-efficiency machining, utilizing trochoidal-style toolpaths wherever possible.”
He adds that high-efficiency milling is often used in applications where the goal is removing a large amount of material while maintaining a good surface finish, requirements common in aerospace parts.
Dominski suggests that HEM may be the future of machining, as it provides higher productivity than traditional milling paths. “It can be utilized in any application and excels in open or even internal pockets,” he says. “Keep in mind that a contour path will need to be used when finishing, due to the witness marks created by the trochoidal path.”
Because high-efficiency machining uses light radial engagement but long axial depths of cut to reduce the cutting forces and keep the cutting tool in a very stable condition, Kennametal’s Pollock says, “the amount of productivity can be increased while still using smaller diameter tools and even generate more throughput on lighter duty machines with faster and more agile movement capability.”
Which Technique Is Best?
When it comes to selecting the right technique for a given application, there are several factors to consider. These include the type of material being machined, the part size and geometry, the desired surface finish, and the available machine tool and cutting tool technology.
Image courtesy of Kennametal
Different tool geometries and coatings are often optimized for these different machining techniques. OSG, Kennametal and Kyocera SGS each offer a broad selection of solid carbide, modular and indexable cutters, many of them designed specifically for one or more of the toolpaths just described.
Perhaps more importantly, these and other cutting tool providers stand ready to assist with application questions. While moving away from established, well-understood, but often less efficient machining strategies is never easy, doing so just might spell the difference between profit and loss, scrap or success.
High-speed machining is likely older than anyone reading this. History tells us that sometime during the 1920s, German scientist Carl Salomon began building on the work of Frederick Taylor of the Midvale Steel Company in Pennsylvania and the report he made to the American Society of Mechanical Engineers, “On the Art of Cutting Metals.”
Salomon discovered that temperatures in the cutting zone begin to fall upon reaching a certain critical point and tested his theories by machining aluminum at an incredible 54,200 surface feet/minute.
He later patented his work, describing the phenomenon as “the Salomon Curve.”
Author: Kip Hanson
Kip Hanson is a freelance writer and manufacturing consultant. Hanson, who is the proprietor of KAHMCO LLC, has more than 40 years experience in manufacturing, machine tools, fabrication and ERP systems. In addition, Hanson is a contributing editor at Manufacturing Engineering, Shop Metalworking Technology and others. He has been writing about manufacturing technology since 1998.
To request a quote, please login to your existing account or register a new one. This helps us provide you with a personalized experience and keep track of your requests.