Miniature drills and end mills are often starved for spindle RPM, leading to poor surface finish, low productivity and broken cutting tools. Here are some options and recommendations to address this all-too-common problem.
How are “miniature” and “micromachining” defined?
There’s no official answer, although many experts suggest that any drill or end mill smaller than 1/8" or so in diameter qualifies as a micro tool.
What’s more important is that these cutters often require higher spindle speeds than most CNC machine tools can provide—and without them, the results are usually undesirable.
Consider the recommended cutting speeds for some everyday materials.
Sandvik Coromant advises that machinists start at 492 feet per minute (SFM) for austenitic and duplex stainless steels. Guhring says 620 SFM is a good speed for roughing most cast irons. Harvey Tool suggests 600 SFM for low-carbon steels and 1,000 SFM for wrought aluminum. Other cutting tool manufacturers offer similar recommendations.
In the first example, a 3/16"-diameter end mill requires a spindle speed of at least 10,000 RPM to reach proper operating parameters; in the last, the same cutter needs to achieve at least twice that RPM to meet the recommended surface speed. The situation grows exponentially worse as tools get smaller. Iscar’s Tool Advisor, for instance, calculates more than 56,000 RPM is necessary for a 1/32" end mill when machining alloy steel.
The good news is, there’s an easy way to cure the insufficient spindle speed blues, no matter what the machine tool, material or cutter size.
Before everyone reaches for their calculators to check those figures, the message is clear: Even a high-end machining center designed for mold-making or optics work will come up short when milling and drilling in this micro realm, with live-tool lathes and commodity CNC equipment lagging even more. This simple fact of machining physics, more than anything else, is what determines when cutting tools are considered miniature, thus requiring special attention.
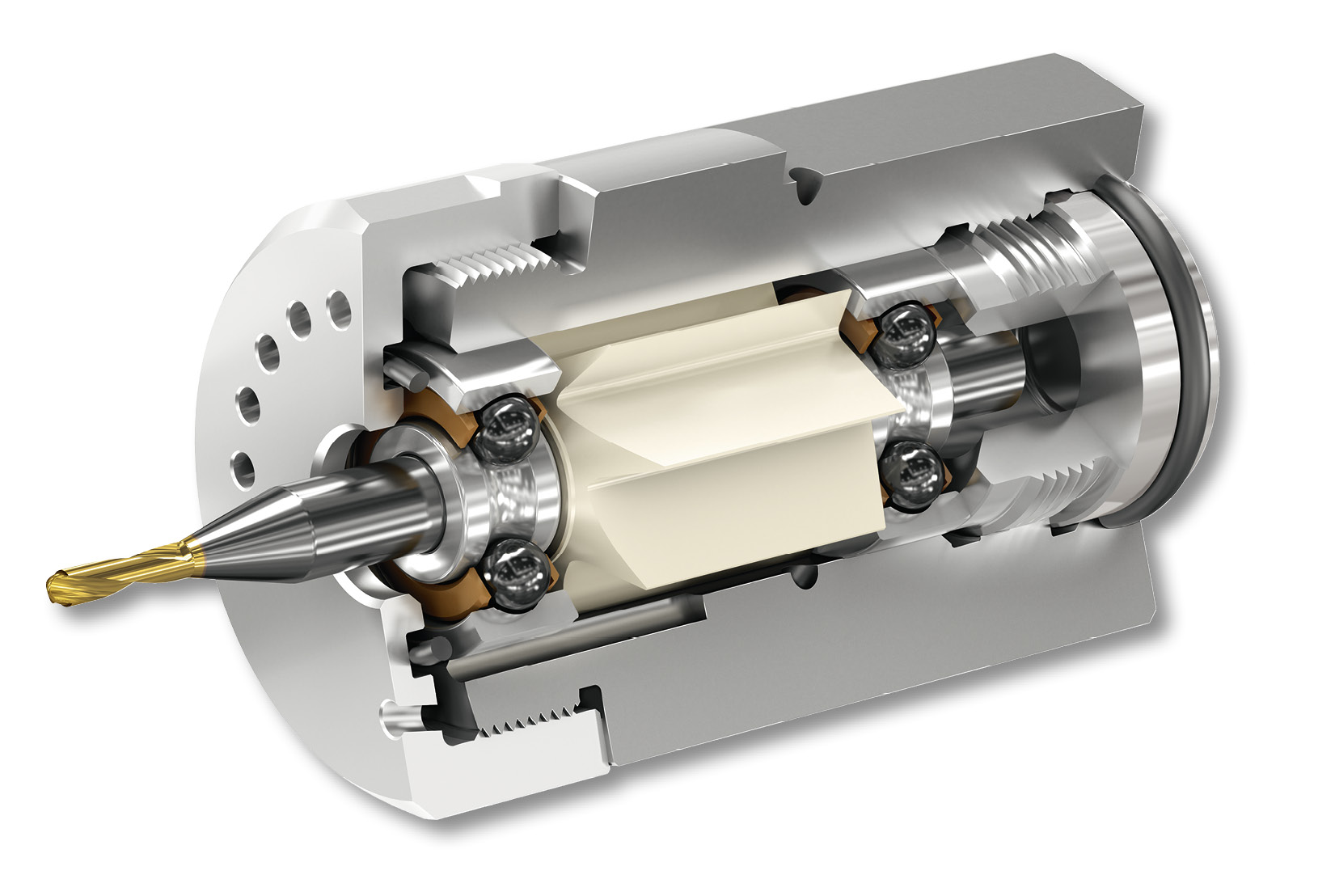
The good news is, there’s an easy way to cure the insufficient spindle speed blues, no matter what the machine tool, material or cutter size. Speeder heads, as they are known, are designed to increase any machine spindle’s RPM. They do this while ensuring maximum reliability and precision in CNC drilling and light milling work, particularly in finishing operations. Several configurations are available, among them units powered by air or electricity, through-the-spindle cutting fluid or an internal gear train that multiplies the existing spindle rotation.
The iSpeed5 from NSK America provides spindle speeds of 60,000 to 80,000 RPM. There’s no need for external lines or cords, thanks to a stop block attached to the spindle face (at right). (Image courtesy of NSK America)
Mike Gabris is careful when using the term “spindle speeder.” The industrial sales manager for NSK America Corporation says “speeder” often refers to the gear-driven arrangement just mentioned.
“Any time you add gears to the equation, you introduce properties such as vibration, heat and thermal distortion,” he says. “None of these are acceptable properties of a high-speed spindle.”
By comparison, the company’s preferred solution uses a brushless electric motor spindle that operates independently of the machine spindle, generating speeds much higher than those possible with a purely mechanical device and affording successful micro and nano machining.
“We offer a variety of high-speed air and electric spindles, but our latest model is the iSpeed5, which operates at 60,000 to 80,000 RPM without having to manually connect any lines or cords,” Gabris says. “It incorporates into a stop block that’s mounted on the spindle face and provides electric, cooling air and control signals from an external controller. This makes it a fully tool-changeable electric spindle—an increasingly important consideration, given that more and more shops are looking to run lights-out.”
Aside from the desire for unattended machining, Gabris says the target audience for the iSpeed5 is anybody using small-diameter tooling, which he defines as cutters less than 1/16" in diameter. Mold-making is a large market, he says, as are aerospace and medical manufacturing. “Many of these customers are already familiar with our other high-speed spindle solutions, some of which can reach speeds of 160,000 RPM. The iSpeed5 will be a welcome addition.”
WTO’s new CoolSpeed mini is a turbine-driven, high-speed drilling and milling spindle that is said to cost a fraction of competing spindle systems. (Image courtesy of WTO USA)
Andy Jones, a high-speed spindles product specialist at WTO USA, says he offers a simpler, less expensive alternative. The CoolSpeed mini is a turbine-driven spindle powered by coolant, oil or air mist from the machine tool’s cutting fluid system. “The greater the pressure, the higher the spindle speed,” Jones says.
“Coolant or oil at 145 psi (10 bar) will deliver 40,000 RPM, while 870 psi (60 bar) brings that up to 75,000 RPM,” he says. “And a mist system running at normal shop air pressures (around 72 psi, or 5 bar) gets you 50,000 RPM. It’s a great way to equip any machining center or lathe with very high spindle speeds at a fraction of the cost of traditional speeders.”
The CoolSpeed mini has a unique design, Jones says. When the cutting tool wears out, the operator removes it together with the unit’s pressed-on bearings and turbine, then presses a fresh set of bearings and turbine onto the replacement tool and reinstalls what is essentially a rotational assembly back into the head. He explains that the bearings are designed to be disposable but still offer dynamic run-out of 4 microns (0.0001") or better and a lower cost than many cutting tools.
The starter set comes with a 25-millimeter CoolSpeed mini, an assembly device, a pressure gauge, a 25 mm gauge adapter and three replacement sets that each include a pair of bearings and a turbine. “The price for everything you need to get up and running is a fraction of the cost of a conventional spindle speeder,” Jones says.
“Tool shanks of 3, 4 and 6 mm are supported, and the entire unit is small enough to fit into standard hydraulic or mechanical toolholders. There’s no maintenance, no hardware to mount to the machine’s spindle, no control boxes to install or lines to run, just a really quick return on investment,” he says.
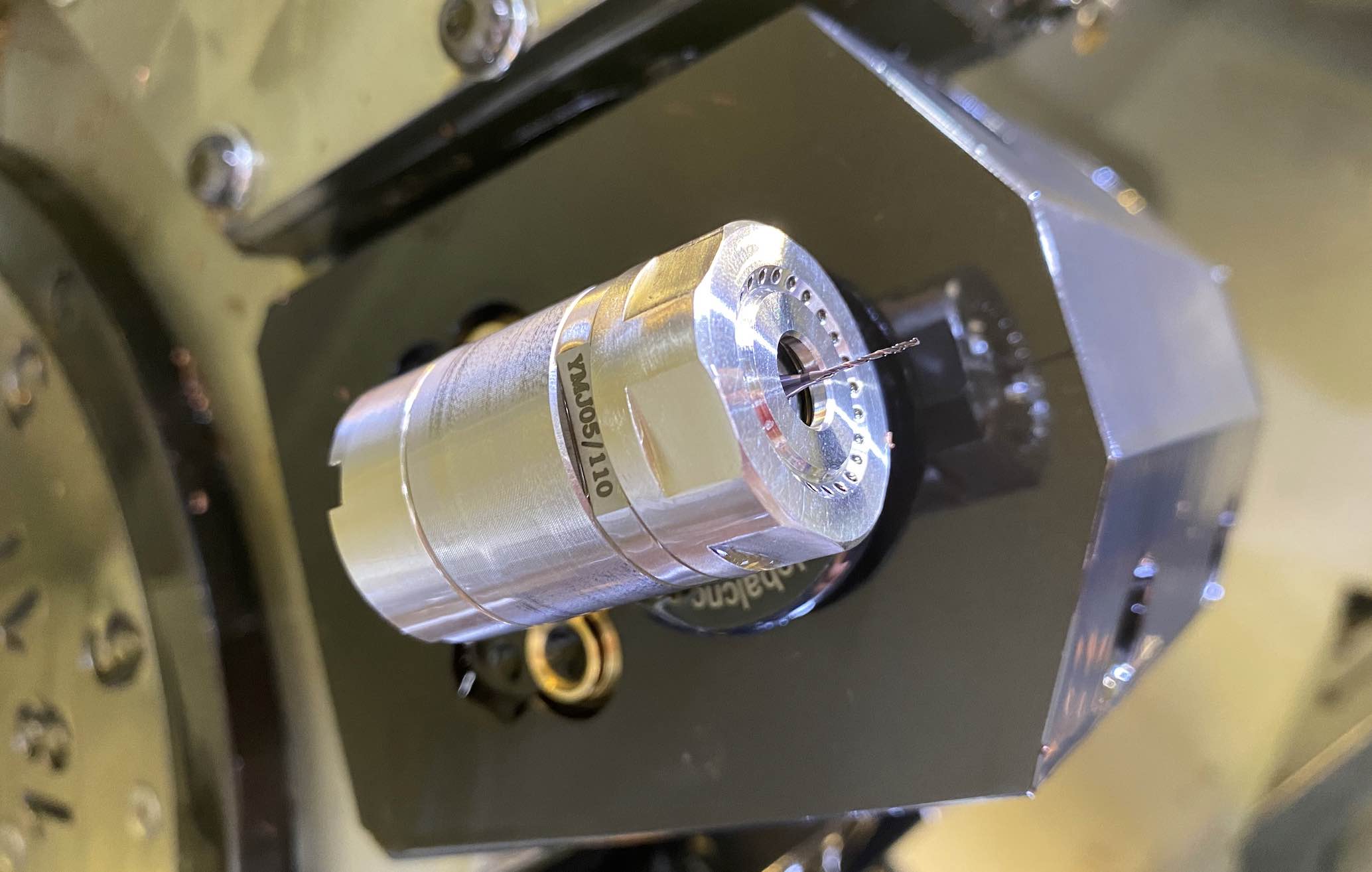
This CoolSpeed mini unit is installed in a CNC lathe and configured for cross-hole drilling, a cost-effective way to achieve what might otherwise require a secondary operation. (Image courtesy of WTO USA)
Whatever the high-speed spindle solution, there are some best practices to consider during operation. Perhaps the most important is this: Don’t settle for insufficient spindle RPM. As discussed at the outset, modern cutting tools require speeds much higher than those of the past, and tool life and part quality suffer without them.
In addition, the opportunity for feed rates commensurate with faster spindle speeds is lost—remember, a five times increase here spells five times or greater metal removal. Here are some other things to keep in mind on the road to speedier machining:
On air-driven spindles, be sure to use a pressure regulator and clean, filtered shop air. Also, keep the pressure within the manufacturer’s recommendations.
Similarly, coolant-powered spindles need cutting fluid free of contaminants such as way oil and metal fines. If using a high-pressure coolant system, make sure you do not exceed the spindle’s capabilities.
Keep in mind that high-speed spindles are incapable of heavy metal removal, as are the tiny tools discussed earlier. Light depths of cut at accelerated feed rates is the rule of thumb here.
Despite higher feed rates, there is a potential downside: Can your machine tool’s control and servo system keep up with the fine movements and small block lengths associated with high-speed micromachining? If not, some hardware and software upgrades might be in order. Check with your machine builder for the available options.
Lastly, remember that tool run-out is critical to any milling or drilling operation, but doubly so when spindle speeds are high.
Always use the highest-quality toolholders and cutting tools available, keep them clean and well-maintained, and double-check the tool after installation (preferably in the machine).
Kip Hanson is a freelance writer and manufacturing consultant. Hanson, who is the proprietor of KAHMCO LLC, has more than 40 years experience in manufacturing, machine tools, fabrication and ERP systems. In addition, Hanson is a contributing editor at Manufacturing Engineering, Shop Metalworking Technology and others. He has been writing about manufacturing technology since 1998.
To request a quote, please login to your existing account or register a new one. This helps us provide you with a personalized experience and keep track of your requests.

![The History of Manufacturing in the U.S. [Infographic]](https://images.ctfassets.net/5j4ln2up7bt7/fDsTnKF6GUAIvHgfShnVa/85e0c4f78c822db6b183aef86e779d38/Image_FOUR_GettyImages-1026499496-thumb.jpg)



