For companies in the aerospace, medical device and energy industries, there’s a lot to like about titanium.
Its strength and light weight, which are invaluable in aviation equipment; its resistance to fatigue, cracking and corrosion, which support a range of high-performance applications in even the harshest conditions; and its biocompatibility, ideal for everything from bone screws to dental implants and surgical instruments.
Someone comparing metallurgy to baseball might nickname titanium Mickey Mantle, the greatest switch hitter of all time. (Sorry, Chipper Jones).
Sharp Edges and Shearing
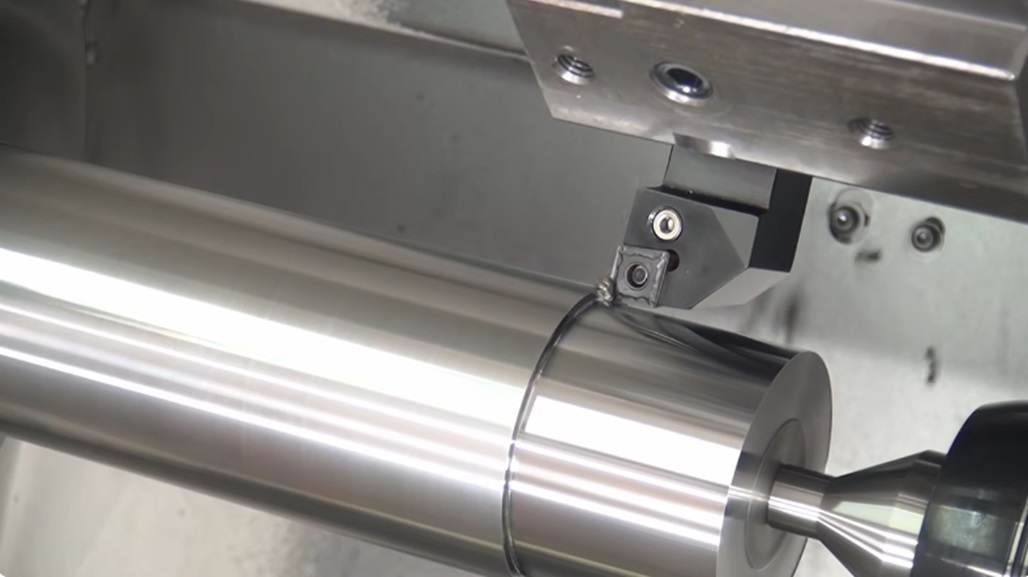
Nothing is perfect, though, and titanium’s drawback is one intrinsically linked to some of its strengths: It’s tough to machine. Tool wear is high and chip control is challenging, with work-hardening and built-up edge common. Very sharp cutting edges are required to shear the material.
One particularly important consideration is titanium’s low thermal conductivity, defined as the ability of a material to transfer heat, says Tony Schmitz, a University of Tennessee Knoxville professor. Because of that, heat is not funneled away in its chips as efficiently as in those from materials with higher conductivity, such as aluminum.
“This high temperature at the tool-chip interface is a primary cause for accelerated rates of tool wear and low machinability relative to aluminum alloys,” he explains.
There may be no better place to learn the ins and outs of titanium machining than the Intelligent Machine Tools Group at Oak Ridge National Laboratory in Tennessee.
Tricks of the Trade
Here, research and development staff member Andrew Honeycutt offers a list of sensible tips learned during his years at the site:
Always use quality tools. They are more expensive, but well worth the cost.
For roughing operations, open pockets with a large drill, followed by an end mill using a high axial depth of cut and low radial depth of cut.
Do not sacrifice productivity for tool life. Spending 30 minutes in the cut is a good target.
Start at the high end of the tool manufacturer’s cutting speed recommendations.
Roughing end mills are typically less expensive, so don’t be afraid to wear those out at high cutting speeds, then complete the job with a high-quality finishing tool.
High-pressure, through-spindle coolant is very helpful for drilling and milling operations.
Don’t use a standard rectangular vise for everything. Dovetail vises, back bolting and custom fixtures may require more preparation time but typically pay off.
For low-volume work, don’t waste a significant amount of time maximizing material removal rate. For high-volume applications, spending sufficient time tool-testing to optimize the process is well worth the investment.
Find and use a standard set of tools as much as possible. In low-volume applications, that means less time needs to be spent testing.
Use redundant tooling so that the machine tool is never idle while the operator is changing inserts or end mills. This adds complexity on the programming side but saves on production time.
On your next machine purchase, look for one with an excellent chip handling system, the ability to load and change tooling while the machine is running and some sort of pallet changer or automatic part loader. Budget machine tools may give you a lower payment but will cost you on labor and part quality.
High-Temperature Coatings
Because of titanium’s widespread use, Kennametal focuses much of its development efforts on tools that perform well with the metal, recognizing that they will also excel in austenitic (300-series) stainless steels and nickel-based superalloys such as Hastelloy and Inconel.
“A lot of people think titanium is difficult to machine,” says Steve Archambault, senior regional product manager for solid carbide end mills at Kennametal. “But it’s really not, if you understand its nuances.”
As with all high-temperature alloys, it’s critical to use the proper toolpath and maintain feed rate without hesitating in corners. But the right tool coating is equally important.
“We recently added our KCSM15A grade, which has a titanium silicon nitride (TiSiN) coating applied over a layer of aluminum chromium nitride (AlCrN),” Archambault says. “Both are very high-temp coatings, able to withstand temperatures in the neighborhood of 2000 degrees Fahrenheit, and are also very hard.”
The qualities of thinness, hardness and heat-resistance deliver a tool with a sharp edge and the ability to stay in the cut longer without failure, he says.
Small Stepovers
OSG Tool regional applications engineer Daniel Dominski agrees that toolpaths are important and also recommends high-efficiency milling as the preferred machining approach. “The best way to mill titanium is to utilize small stepovers and large axial depths of cuts,” he says.
While most of the heat from milling titanium goes into the tool rather than the chip, Dominski says a small stepover can help to curb unacceptable tool wear.
Since high-efficiency milling’s small radial cuts and relatively high feed rates make choosing the right cutting tool crucial, Dominski recommends OSG’s HY-PRO VGM series end mill. It utilizes a high flute count—with choices of five, six and seven flutes—and a sharp cutting edge to shear the tough gummy material.
“These sharp cutting edges would be a disadvantage with traditional, heavy stepover-style milling, but when high-efficiency milling is utilized, the sharp geometry can withstand the cutting forces along with reducing heat in comparison with traditional milling,” he says. “That’s why I tell customers that the combination of high-efficiency milling along with a high flute count allows for higher productivity over traditional four-flute end mills.”
What tactics do you use to curb tool wear when machining titanium? Tell us in the comments below.