Drilling Hard Steel Means Lowering Speeds & Feeds
Using the proper tools and machining practices is quite important to cut these difficult-to-machine materials.
Using the proper tools and machining practices is quite important to cut these difficult-to-machine materials.
Drilling hard steel means lowering speeds & feeds and using the right geometry.
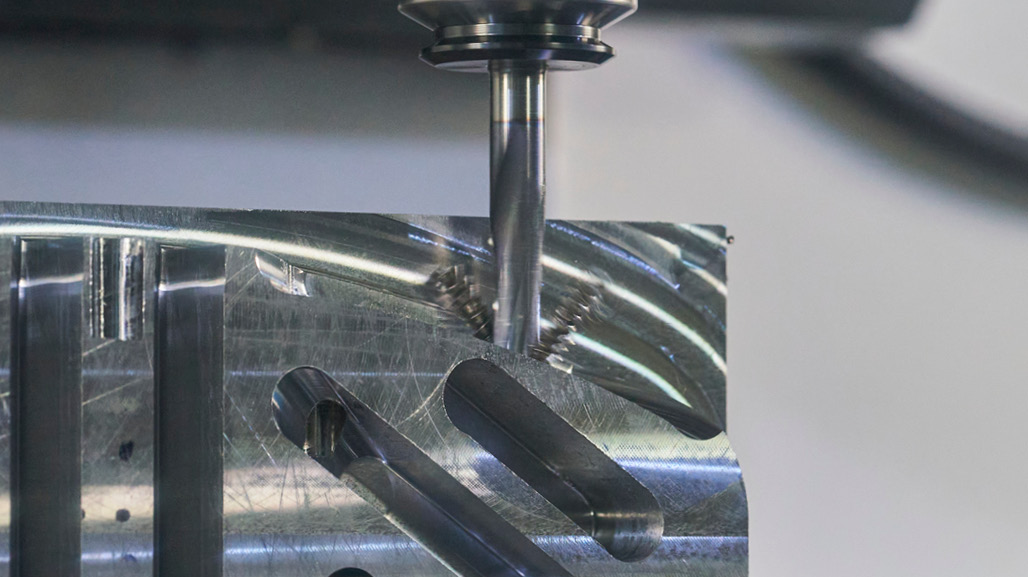
Typically, large holes are created using indexable drills. Proper production planning usually dictates that large diameter holes should be completed before the material is hardened. Because this isn't always possible, using the proper tools and machining practices is quite important to cut these difficult-to-machine materials.
The ISO H group of material includes hardened steels with hardness between 45 and 68 HRC. The cutting tool needs to have good resistance to plastic deformation, high mechanical strength, and abrasive wear resistance. Grades and coatings are both important and must be chosen to take into consideration the hardness of the material and the high heat that will be generated during the process.
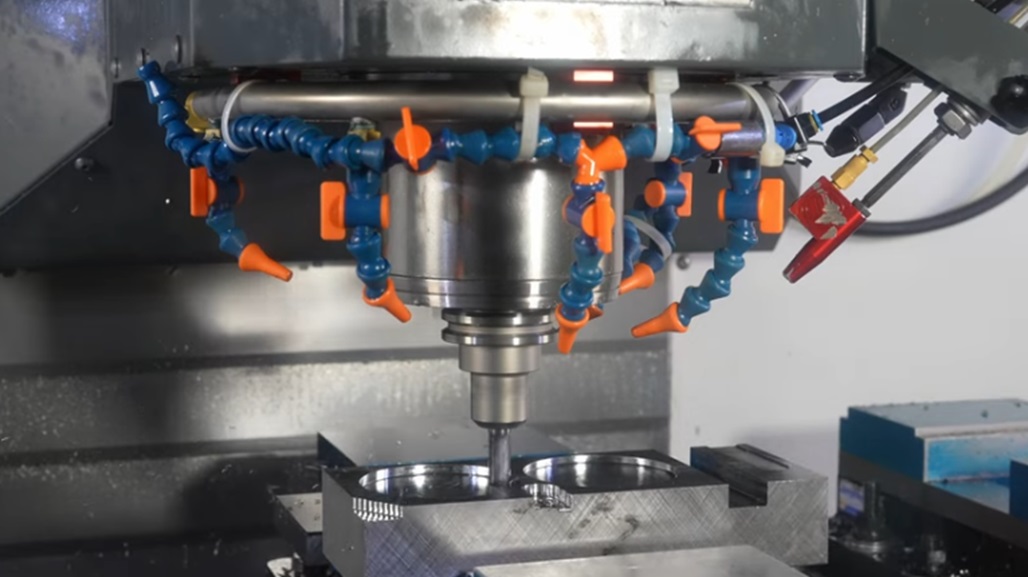
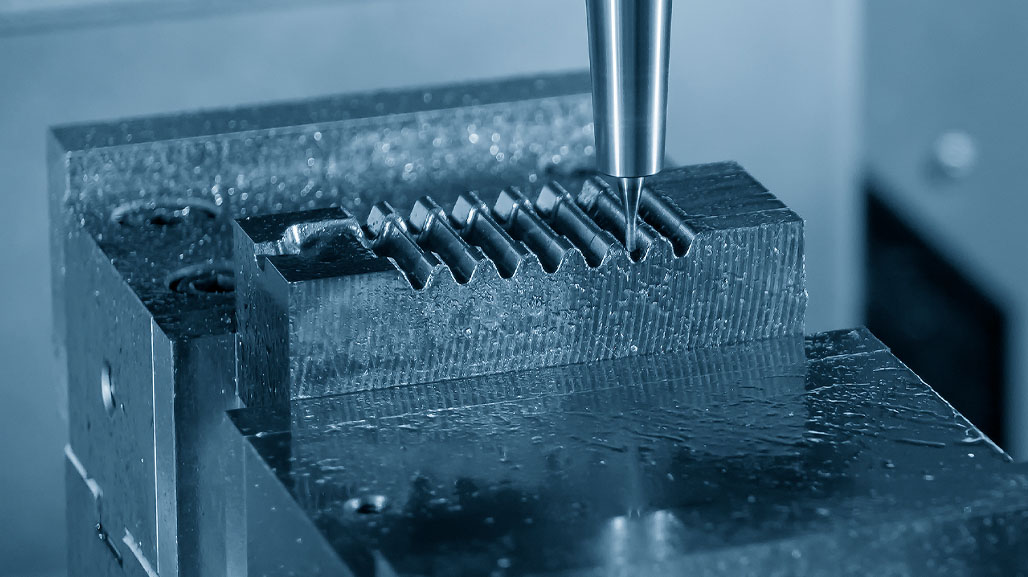
When the tool first meets the workpiece, it's always best to have a flat starting surface. Using a pilot hole strategy usually isn't required because indexable drills aren't used in deep -hole operations that sometimes require pilot holes.
Once the hole is started, it's important to utilize the correct feed rate and cutting speed. Feed rate should be sufficient to facilitate the chip breakage. Excessively small feeds lead to rubbing of the cutting edge and excessive tool wear, which is further accelerated by hardness of material. But with hardened materials, it is also important to avoid high feed rates. With high feeds more material is being removed in the same amount of time, which means larger torque and thrust requirements," said Garud. Higher-than-necessary feeds also contribute to higher heat generation, something to avoid when cutting hardened materials.
"Feed rates are usually at least 50 per cent lower than those for lower hardness steels," said Garud. "Beyond 50 HRC, every point of increased hardness brings new challenges. As an example, the recommended feed rate should drop down to as little as 20 per cent as the hardness of the material changes from 50 HRC to 57 HRC. When reducing feed rates, stay aware of the cutting edge geometry. If the feed rate is lower than the edge-rounding (hone) on the cutting edge of the insert, you will not be cutting effectively and essentially rubbing the cutting edge against the material. A larger clearance angle and sharper cutting edge usually are recommended to avoid rubbing," said Garud.
It's common when cutting hard materials to keep speeds low. Speeds are usually 25 to 30 percent of those for a non-hardened material. Remember that cutting speed is the largest contributor to heat and tool wear in any machining operation, and this is even more important when cutting hardened steels. Use coolant to minimize the heat generated at the cutting edge with these high strength materials.
Walter is a global leader in precision metalworking solutions, delivering high-performance tools for milling, turning, drilling, and threading. Serving aerospace, automotive, energy, and general engineering industries, we combine innovation with expertise to maximize productivity. More than a tool provider, Walter is a trusted partner, offering cutting-edge machining solutions that drive efficiency, quality, and performance in manufacturing worldwide.


To request a quote, please login to your existing account or register a new one. This helps us provide you with a personalized experience and keep track of your requests.