WHAT YOU NEED TO KNOW
High-performance machining is technology combined with an approach: It’s a mindset that takes advantage of technology to do what makes the most sense for the job—to yield the best result and production output—and reach a desired business goal.
A new machine tool will often produce parts faster and hold better tolerances than older machines, but it’s also possible to apply aspects of HPM to aged machines and improve production output.
Cutting tool manufacturers have introduced incredibly robust carbide grades, coatings and geometries in recent years, and it’s hard to increase machine output without them.
Shrink-fit and hydraulic tool holders offer the superior runout and balance characteristics needed for HPM’s elevated speeds and feeds.
HPM implies downtime reduction; to get there, you’ll need to experiment and simulate cutting toolpaths, which will require training for some employees, programming and 3D modeling.
High-performance machining is not something to fear, but something to welcome. Dive into the deep end with this HPM primer for a closer look at the technology, benefits and mindset needed to make it a success.
Anyone who has read a metalworking or manufacturing trade publication has heard the terms high-performance machining and high-speed machining, but you may be reluctant to embrace the ideas that make them beneficial. For many machine shops, it might feel like you are producing parts just fine with existing cutters, toolpaths and CNC equipment.
Why rock the boat?
There are some good reasons to learn more about HPM, especially if you want to grow into the future. Many shops that have adopted HPM are enjoying throughput levels several times higher than what was possible only a few years earlier. Tool life is better, part quality has improved and there’s newfound flexibility to meet customer demands while growing the business.
What Is High-Performance Machining?
So what is HPM exactly, and what’s needed to adopt it? An expensive new CAD system? A bunch of newfangled end mills? A machine tool with more axis letters than the Sunday crossword? An HPM implementation might include some, none or all of these technological advances. Here’s how one CAM software company defined HPM in the distant past:
“HPM is a comprehensive package that takes into consideration the entire machine,” said Dan Horn, a senior applications engineer at DP Technology, in a MachineDesign article. “This includes mechanical characteristics, control and servodrive performance, tooling, tool holders, fixtures, part processing and even machining strategies.”
An important way to think about HPM is as a machining strategy—not as a technology in and of itself. What does that mean? HPM is a mindset that takes advantage of technology to do what makes the most sense for the job—to yield the best result and production output—and reach a desired business goal. Today’s technology can help you become an HPM shop, but it requires more than the machinery.
“The machining center may not be the best machine for the job, for example,” opines Peter Zelinski, editor-in-chief of Modern Machine Shop, in the article “High Speed Machining: The Next Decade.” “Multitasking turning machines do more today, and so do machining systems that might once have been considered too dedicated.”
Zelinski argues it’s not exclusively about speed or machine type. Rather, he contends, it’s about the organizational changes needed in the shop or communication with customers. While Zelinski wrote this piece in 2006, his point rings true today. At its core, HPM can help manufacturers and shops take on more work with less labor and greater efficiency.
Here are the key components of an HPM operation.
The Machines of High Performance
It’s important for any shop to stay current on machine technology, but sometimes it’s just not in the cards to invest in a 5-axis machining center, multitasking lathe or flexible manufacturing system. For one thing, you might not have the right kind of work for these machines. Also, it may seem like more of a financial investment risk than is possible to take on (although that should improve once the HPM transformation has begun).
Yes, it is true that a new machine tool will often produce parts faster and hold better tolerances than one purchased in the 1990s or earlier. But it’s also possible to apply aspects of HPM to older machines and improve production output. For example, a geared-head vertical machining center might be limited to 6,000 rpm, but that doesn’t mean you won’t see big improvements in cutter life and part quality by adopting chip-thinning techniques and full-length cutter engagement. You could also reduce setup times by installing quick-change workholding.
The Cutting Tools of HPM
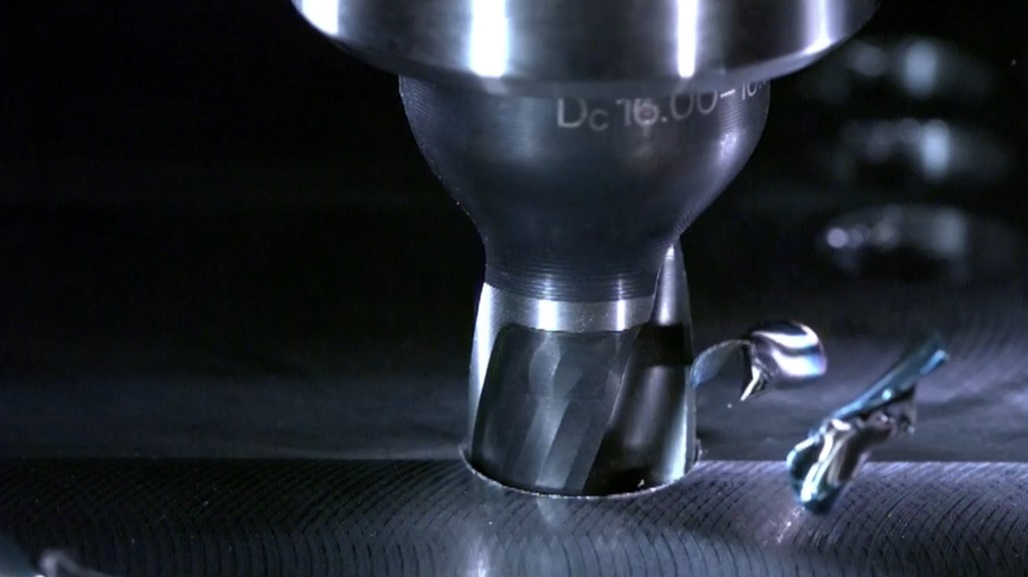
Think about the advantages of using modern cutting tools. If you’re still using hand-sharpened drills and are frustrated by the stately crawl of an HSS corncob cutter, it might be time to rethink your tooling strategy. Cutting tool manufacturers have introduced incredibly robust carbide grades, coatings and geometries in recent years, and there’s simply no way to increase machine output unless you’re using them.
In some cases, you may pay more per tool, but you will also see dramatic improvements to the bottom line by adopting this critical piece of HPM. Technologically advanced tools may have longer tool life and can help reduce total cost of ownership by requiring less replacement and labor to maintain.
Have you already adopted aspects of HPM, but want to push your production levels higher while keeping machines maintained and at optimal levels? Learn how overall equipment effectiveness can help get closer to the lofty goals of zero defects and no unplanned downtime.
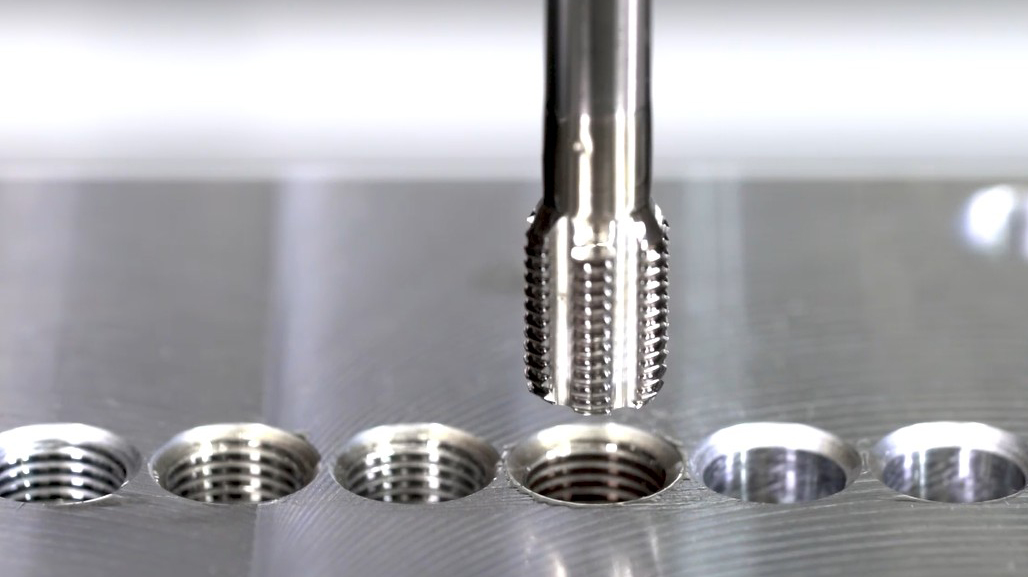
The Workholders You Need for HPM
Side-locking end mill holders and 6-inch machinist vises have their places, but there are far more effective ways to grip cutting tools and workpieces. Shrink-fit and hydraulic tool holders offer the superior runout and balance characteristics needed for HPM’s elevated speeds and feeds. Zero-point fixturing and other quick-change tooling technologies must be embraced to achieve spindle uptimes in the high 90s (yes, this is possible even in a high-mix, low-volume environment).
If you aren’t setting tools offline and adopting a standardized, shopwide tooling approach, you’re missing out on some big improvement opportunities. Every machining center has a half-inch carbide end mill in tool pocket seven, for example, and every lathe has an 80-degree diamond in station three. Use these standard best practices to reduce setup and programming times. They will provide greater flexibility to move jobs to whatever machine is available.
Yes, it is true that a new machine tool will often produce parts faster and hold better tolerances than one purchased in the 1990s or earlier. But it’s also possible to apply aspects of HPM to older machines and improve production output.
The Code You Need for HPM
When most people hear HPM, they think of trochoidal toolpaths, the chip-thinning effect, long-axial and shallow-radial depths of cut. They’re right. Modern CAM systems offer a variety of ways to increase metal removal rates while improving tool life and part quality. Adopt them. These toolpath strategies make even an old machine tool or a low-cost import shine. You will need to invest in the cutting tools and tool holders as well as the CAM system itself. You’ll also have to send machinists, operators and engineers to training and then give them time to experiment and learn the new system.
In addition, you’ll probably want to invest in toolpath simulation software, because your new way of thinking is all about downtime reduction. Spend the time needed to 3D model tools and fixtures, which will require programming. Yes, it might seem like a lot of hassle, but you’re likely to be left behind if you don’t do it.
The Data Needed to Become Truly High Performing
Here come the buzzwords you’ve been waiting for: smart manufacturing, Industry 4.0, the industrial internet of things or “IIoT.” Manufacturing is or will soon be all about data. Data tells you when you can increase cutter feeds and when you will incur unexpected downtime because your spindle bearings are about to stop working. Data also tells you how many minutes you’re losing each hour because of tool changes and chip removal.
Ultimately, data is about achieving the highest uptime and the largest pile of parts at the end of each shift. You need to collect data, analyze it and act on what it is telling you. This is the essence of Industry 4.0.
Start Measuring Your HPM Output
Higher feedrates and quick-change tooling are clearly a good idea if you’re going to move toward HPM, but there’s a larger point to HPM to emphasize. Whether you’re the proud owner of a sensor-filled, state-of-the-art machine tool or you’re wondering where to find a replacement for your paper-tape reader, you can’t improve what you can’t or won’t measure.
That’s why the first step on the road to high-performance machining is establishing a baseline, then working continuously to improve it. Network your shop, install machine-monitoring sensors and software—and appoint a champion to track performance. Once an opportunity for improvement has been identified, focus on making it a daily, monthly and quarterly reality. Clearly document what steps were used to improve a process or output.
Start with a single machining center or lathe, then set specific goals, such as a 10 percent increase in spindle availability during the third quarter or establishing offline presetting by July—and continuously work toward these goals. No amount of high-performance machining means a lot without performance goals and measurement toward them.


![The History of Manufacturing in the U.S. [Infographic]](https://images.ctfassets.net/5j4ln2up7bt7/fDsTnKF6GUAIvHgfShnVa/85e0c4f78c822db6b183aef86e779d38/Image_FOUR_GettyImages-1026499496-thumb.jpg)