Overcoming the Challenges of Manufacturing Advanced Materials
Aircraft manufacturers are focusing on new engine styles that burn fuel more economically.
Aircraft manufacturers are focusing on new engine styles that burn fuel more economically.
Aircraft manufacturers are focusing on new engine styles that burn fuel more economically. These new lean-burning engines operate at temperatures that significantly exceed the safe-operating levels of today’s nickel-based superalloy engine components.
As a result, new materials, like titanium aluminide (TiAl), are emerging, which have higher thermal stability or specific creep properties, lower density (3.9 to 4.1 g/cm3) and higher specific strength than previous materials.
These alloys also have high specific yield strength (yield strength/density), high specific stiffness (modulus of elasticity/density), good oxidation resistance, resistance against titanium fire and good fatigue properties at high temperatures.
TiAl has strength equivalent to superalloys up to 760° C (1,400° F), yet the density of TiAl (4.0 g/cm3) is less than half of 718 Inconel’s density (8.2 g/cm3).
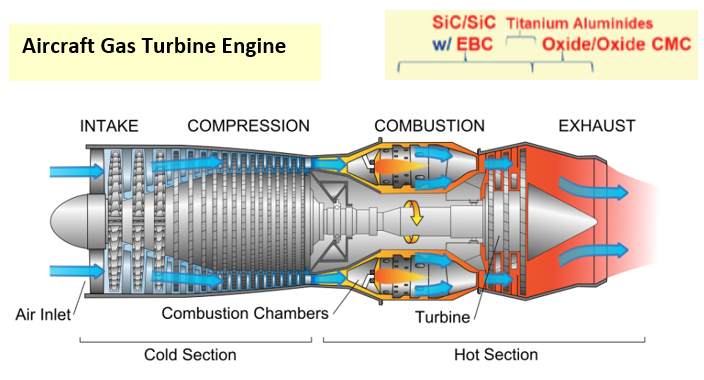
Replacing superalloy blades with lighter TiAl blades in the low-pressure turbine section of aero-engines reduces weight and increases efficiency. The reduction in blade weight also allows the use of a smaller, nickel alloy supporting disc, which further reduces weight. TiAl alloys can provide weight reductions of up to 50% in low-pressure turbine stages, improving thrust-to-weight ratios, reducing fuel consumption and lowering exhaust emissions.
The high specific modulus or stiffness is valuable for components and assemblies with tight clearances, such as seal supports and linings. The high specific modulus also shifts acoustic vibrations to higher frequencies, which reduces fretting and fatigue in other structural areas. Conventional titanium alloys rubbing against other components at high temperatures (greater than 400° C) can ignite in jet engines, causing titanium fires. TiAl is almost as resistant to titanium fires as superalloys, so superalloy barriers to stop titanium fires could be replaced with TiAl barriers. After the success of TiAl in low-pressure (LP) turbine blades, aerospace engineers are also implementing TiAl in high-pressure (HP) compressor blades, vanes and blade dumpers.
The same properties that make TiAl desirable for future aircraft engines also make it difficult to work with. TiAl is an intermetallic compound with mixed metallic and covalent bonding. Intermetallic materials like TiAl exhibit a combination of metallic and ceramic properties. They have the elevated temperature strength desirable for high-temperature applications, but they typically have low room temperature ductility, toughness and poor manufacturing characteristics. The good news: by studying these materials and redefining existing manufacturing processes, a cost-effective solution is within reach.
Norton | Saint-Gobain Abrasives has a proven methodology to create custom, cost-effective abrasive products and process solutions for emerging materials such as TiAl.
TiAl contains 45 to 50 atomic percent aluminum. At room temperature, TiAl alloys are brittle, with ductility ranging from 0.3% to 4% depending on the specific alloy and microstructure.
Several variants of TiAl are commercially available, with compositions and microstructure tailored for different processing methods. Duplex-structured TiAl contains a mixture of lamellar gamma colonies and hexagonal alpha-two (Ti₃Al) phases. Duplex TiAl tends to have better room temperature ductility, but the creep resistance is only 70% of current nickel superalloys. Fully lamellar and nearly lamellar gamma titanium aluminide (γ-TiAl) have higher fracture toughness and crack propagation resistance with creep properties equivalent to superalloys up to 1,000° C. Cubic beta TiAl has a higher deformability, so beta-solidifying γ-TiAl alloys can be hot rolled or forged after hot isostatic pressing, specialized extrusion and heat treatment.
Rough γ-TiAl shapes made using forging, casting and powder metallurgy are converted into finished shapes meeting the required dimensions, finish, and surface integrity through machining, grinding or by non-traditional methods. The complex processing and heat treatments required to achieve room temperature ductile microstructures and high-temperature properties results in a higher buy-to-fly ratio or high material costs for TiAl compared to conventional superalloys.
The low ductility or brittleness (low fracture strain), high strength, low thermal conductivity, low elastic modulus and reactivity of TiAl result in making it an extremely challenging material to machine or grind. Machining tools rapidly degrade, causing low material removal rates and low surface quality of machined TiAl components, which can deteriorate fatigue strength. Cutting tools have a tendency to react with TiAl and cause galling, smearing, a built-up edge, and rapid tool wear. TiAl has a high strain-rate sensitivity and tends to strain harden, creating saw-toothed chips. Tool wear is accelerated by abrasive phases within the TiAl microstructure. The low thermal conductivity of TiAl concentrates the heat on the cutting edge and the high-temperature strength of TiAl tends to crush the overheated cutting tool edge. The concentrated heating at the tool-workpiece interface accelerates titanium-tool reactions and tool flank wear and cratering.
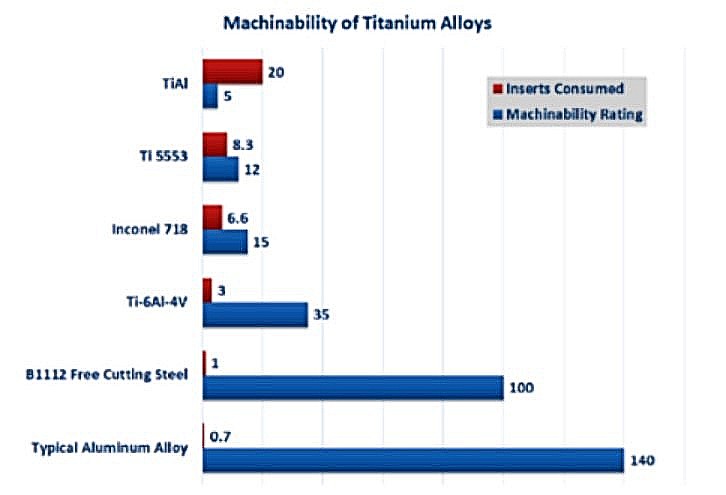
Therefore, TiAl is difficult to machine, achieving only a fraction of the machinability of aluminum, conventional titanium alloys, or superalloy 718 Inconel. In tests by Seco Tools, the machinability of TiAl was one-third of 718 Inconel and seven times lower than the alloy Ti-6Al-4V. Twenty inserts were required to complete the machining tests of TiAl, compared to 6.6 inserts for Inconel 718. Chipping of brittle TiAl workpieces is a common problem in high-speed cutting and milling due to the material’s poor machinability and high tool wear.
Metallurgists view titanium as the “universal solvent” because titanium in the molten or high-temperature state will react with and dissolve virtually all metals and ceramics. During abrasive grinding, titanium’s reactivity results in the development of wear flats or blunt grains, and capping or sticking of TiAl to the abrasive grains. Burning, cracking, sub-surface deformation or residual stress and other surface damage are challenges that need to be adequately addressed during grinding of TiAl. Titanium readily picks up oxygen, nitrogen and other interstitial contaminants, which can lead to discoloration or burning and hardening or embrittlement.
Since 2011, Norton | Saint Gobain Abrasives has conducted tests to determine the best abrasive products and process parameters to grind and finish this and similar materials. When correctly applied, abrasive machining or grinding overcomes many of the cracking and surface damage problems that occur with conventional single-point machining. Advanced grinding technology is generally the best method for achieving final part dimensions and surface characteristics on γ-TiAl and other intermetallic components while maintaining surface integrity.
Initially, rough grinding is required to remove flashing from forgings or gates from castings. Coated abrasive belts play a key role here due to the speed of metal removal and ease of access. Titanium alloys can be ground off-hand or, when production quantities warrant, with robotic automation.
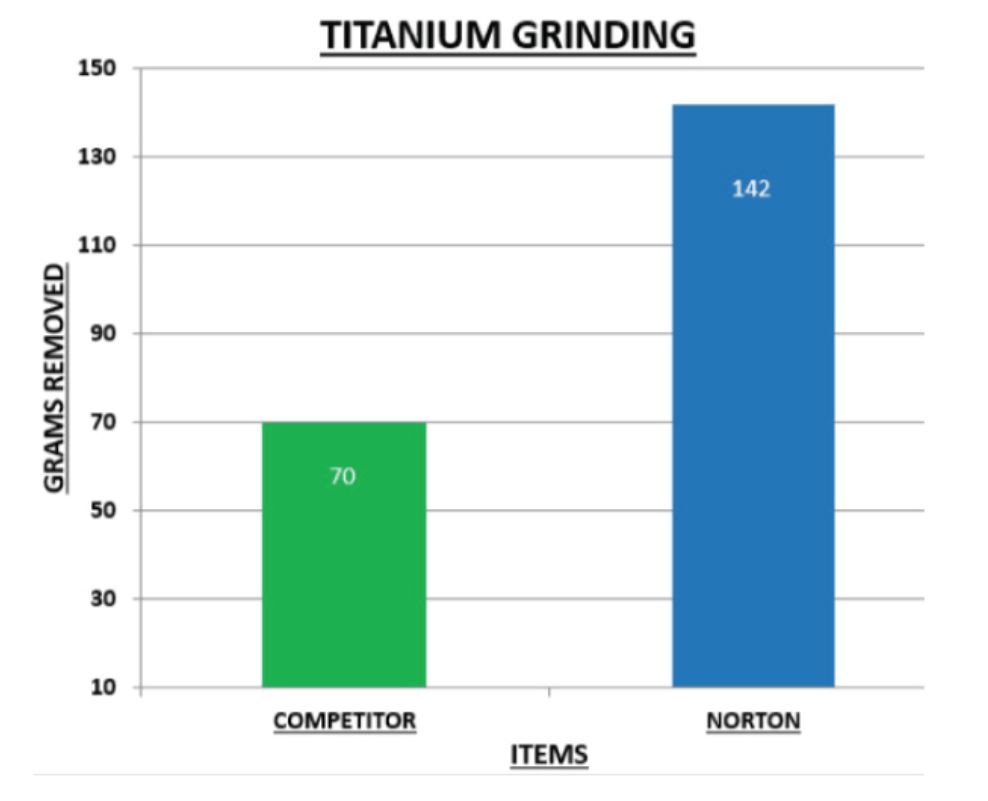
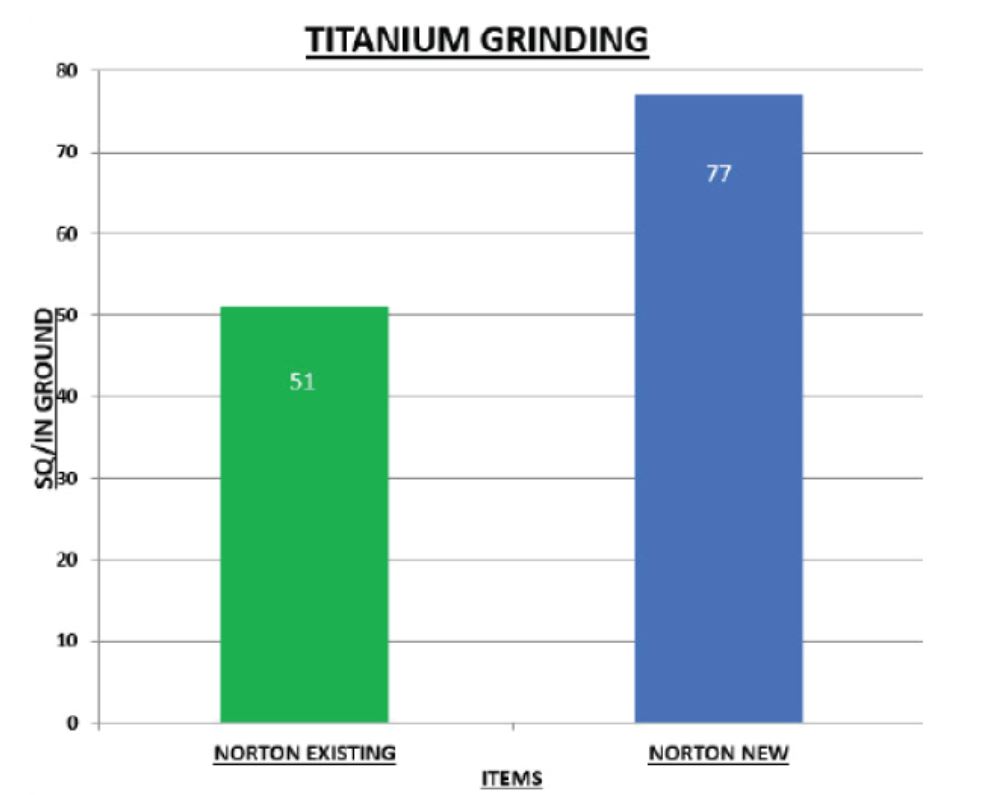
Norton has found success in dry grinding titanium gates using alumina-zirconia grain belts with a supersize coat. This finding will be relevant for customers as they begin to manufacture with TiAl since the behavior of the materials is expected to be consistent under this application. The zirconia abrasive grains and other proprietary additives in the abrasive reduce cutting edge capping of the abrasive grains. Chemicals in the supersize layer suppress burning of the titanium and further inhibit capping or adhesion of the titanium to abrasive grains. In several off-hand belt-grinding field tests on backstand machines, current Norton BlueFire R801 belt products outperformed competitive products two-to-one. (Figure 3). Further, a newly launched, enhanced Norton BlueFire R801P belt product is providing even higher metal removal performance, while keeping titanium parts damage-free (crack and burn) (Figure 4).
These field tests set a critical starting spec for TiAl gate removal as manufacturers move from small-scale to mass production. Norton recommends additional testing to identify exact spec parameters.
Shaping and surface finishing testing focused on evaluating grinding wheels with three core abrasive types, with the goal of identifying the right solution for efficient and damage-free grinding. The three core abrasives tested were silicon carbide (SiC), cubic boron nitride (cBN) and diamond. SiC wheels required higher power and forces, and had the highest level of capping or metal adhesion to the grain, resulting in cracking and burning of TiAl parts. The cBN wheel exhibited less capping and a lower power increase during grinding. Diamond superabrasive wheels consistently drew the lowest power with minimal capping. Diamond wheels also had the most stable power curve as a function of stock removed and were capable of removing 48,000 mm3 of material without damaging components.
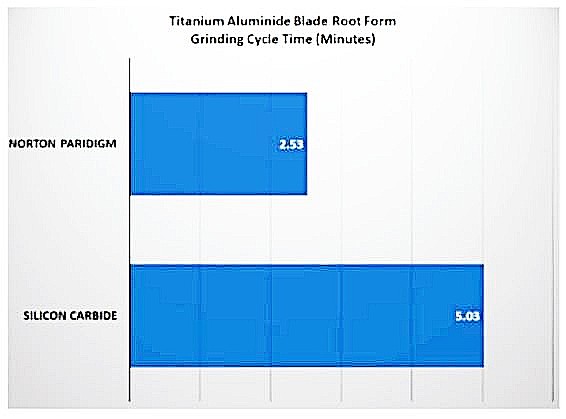
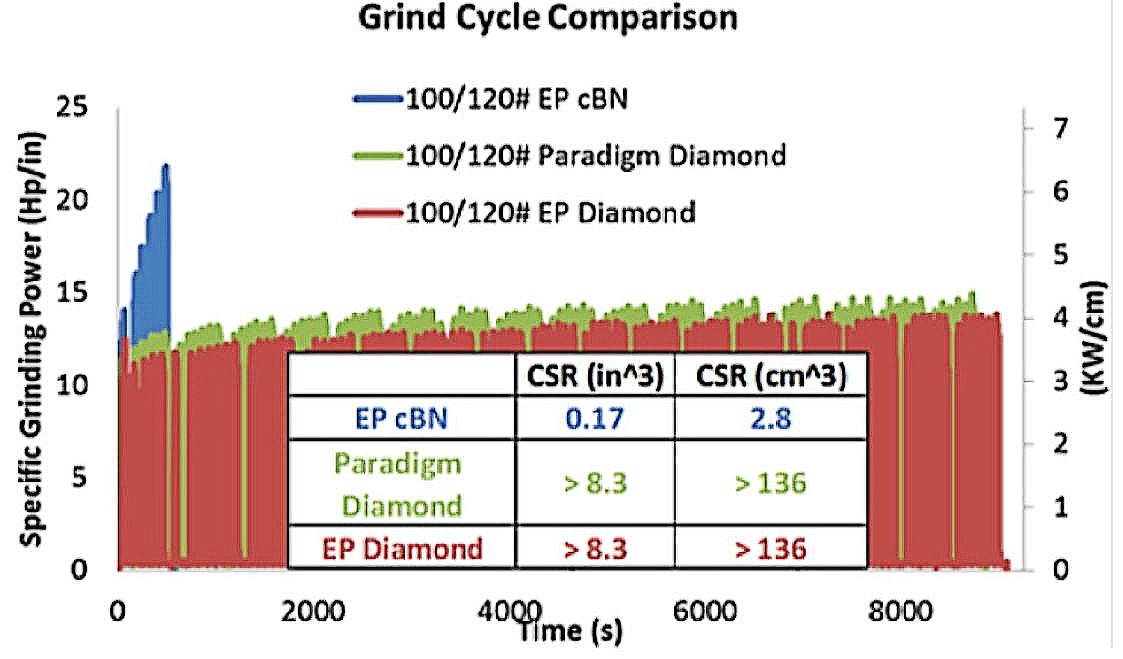
The effectiveness of an emerging grinding technology, the Norton Winter Paradigm diamond wheel, was evaluated as well. Paradigm wheels combine metal bond and abrasive technologies, which is ideal for maintaining a precise profile during the grinding of difficult to abrade materials like TiAl. Electroplated (EP) or metal single layer outperform Paradigm diamond wheels initially, but the wheels are not dressable. Once the diamond abrasives are dull on EP wheels, they are removed from the machine and sent out for refurbishment. The associated downtime and handling is costly. Paradigm wheels have significantly better performance, with double the material removal rate of SiC. The Paradigm wheel’s total tooling cost is also a fraction of the price of SiC or EP diamond wheels when grinding TiAl.
After precision geometry is ground, a final step of deburring and polishing smooths and blends marks or lay from previous coarse grit products and generates the required surface finish. Quick-change discs, NoRax polishing belts and non-woven abrasives are used in deburring and polishing operations.
A key to success in TiAl part manufacturing is controlling and reducing heat generation during grinding. Optimal grinding wheel coolant and application removes heat from the grinding zone. Proper wheel dressing methods maintain wheel sharpness to minimize frictional heat generation. For coated abrasive products, the use of supersized belts and low speeds can reduce heating and part burning.
Slow belt speeds are critical to minimize frictional heating at the grain-workpiece interface when grinding titanium alloys. Belt speeds in a range of 2,500 to 3,500 SFPM are recommended, which is half the typical 5,000 to 6,000 SFPM for steel or superalloy grinding. Slow belt speeds permit better penetration of the abrasive grain edges into titanium parts. This deeper cut abrades large chips or swarf particles, reducing heat buildup and part burn to produce a high-quality part. The low speeds and large swarf size create a safe grinding environment, because small titanium particles and heat increase the risk of titanium ignition and fires.
In abrasive belt processes, variation in infeed rates, part presentation (plunge versus surface), contact wheel type and contact pressures between the abrasive product and workpiece are additional factors controlling coated abrasive performance. Contact forces in an off-hand abrasive belt operation can be highly variable. Robotic automation of off-hand grinding processes can maintain consistent contact pressures, eliminate variability and improve productivity. The recommended abrasives and optimum machine parameters depend on whether the application is manual or automated.
A flood of water-based coolants during precision grinding keeps parts cooler and reduces heat damage to TiAl parts. Proper coolant delivery into the abrasive-workpiece zone maximizes wheel life and prevents burn on parts. Norton recommends using an additional high-pressure scrubber nozzle (>800 psi) along with the regular coolant nozzle with Paradigm wheels, which helps in keeping the wheel-face cleaner by flushing off the chips. The high pressures and directed coolant stream should also match the wheel speed of 6,000 SFPM.
Continuous rotary dressing reduces downtime and maintains wheel sharpness, which eliminates part-burn. Rotary dressing is optimized by adjusting the ratio of the speeds between dresser roll and grinding wheel, which varies with abrasive grain and bond types. SiC wheels need to be dressed with much higher frequency to maintain sharpness as compared to diamond superabrasive wheels.
Norton | Saint-Gobain Abrasives has four global R&D centers studying current and new material grinding. The access to these research centers, as well as the Norton Process Solutions Program (PSP), allows them to develop custom solutions for customers. The PSP program provides Norton customers with insider access to technical experts and a collection of grinding and finishing historical data. This is a key advantage to optimal manufacturing and productivity with emerging materials like TiAl. A PSP assessment also goes beyond abrasive product recommendations and assesses the entire manufacturing operation.
TiAl represents only one of the changes in materials that are coming to the aerospace industry. Additional intermetallics such as molybdenum and niobium silicides, metal matrix composites, nitride, carbide and oxide-based ceramic matrix composites are under development to improve engine efficiency and thrust-to-weight ratios. With the success of Paradigm diamond wheels in grinding TiAl, as well as carbide and ceramic cutting tools, Norton | Saint Gobain Abrasives is evolving along with aerospace customer requirements to address these additional emerging materials.
This article appears in GlobalSpec's Engineering360. Reproduced with permission.
Previously Featured on Norton's Resources page.
Founded in 1885, Norton grew into a global leader in abrasives before being acquired by Saint-Gobain in 1990. Norton offers the widest portfolio of grinding, cutting, blending, finishing, and polishing solutions for all markets, and applications using advanced, affordable technology. You get powerful, precise, easy-to-use options designed and engineered for optimum performance, cost and safety. Norton delivers choices that matter to your workforce, the environment, and your bottom line.






To request a quote, please login to your existing account or register a new one. This helps us provide you with a personalized experience and keep track of your requests.