Aerospace CNC Machining: Versatile, Flexible Honing Tool Used for Cross Hole Deburring and All Around the Shop
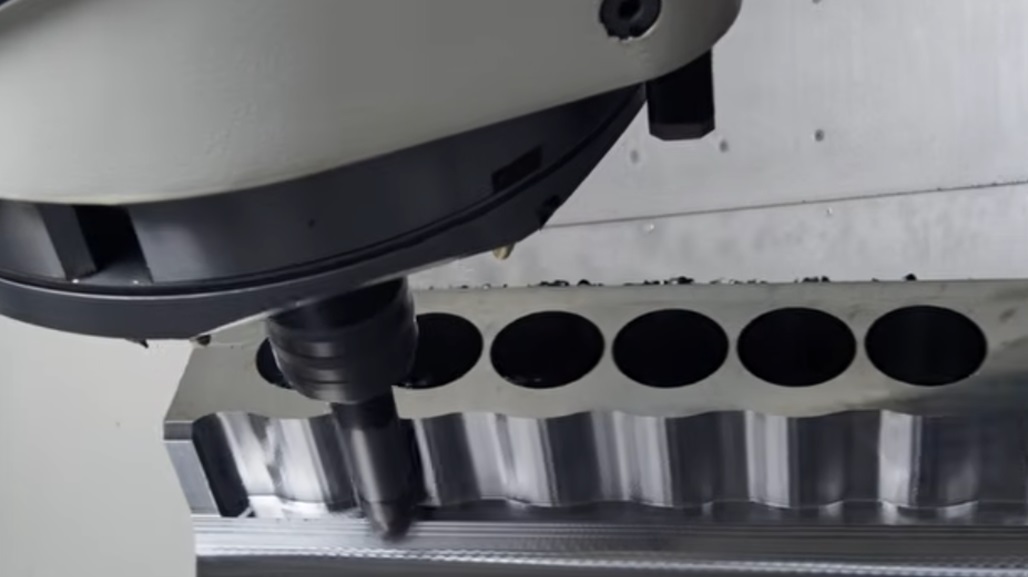
In automated machining for aerospace, one particular challenge is deburring the intersection of cross-drilled holes frequently found in engine components.
In automated machining for aerospace, removal of burrs and sharp edges in cross-drilled holes and other difficult-to-access areas such as undercuts, grooves, slots, or internal holes can be tedious and time consuming. One particular challenge is deburring the intersection of cross-drilled holes frequently found in engine components.
Despite the challenges, the removal of burrs from the production process is an absolute must for the high quality, precision parts required in aerospace. In many applications, cross-drilled holes act as conduits for fluids, lubricants and gases. Failing to remove burrs can cause blockage of these critical passages or create turbulence in the flow. Burrs can also lead to part misalignments, affect dimensional tolerances, and limit the overall efficiency of machined components.
For this reason, Huntington Beach, Calif., Delta Machine Company, LLC, a machine shop specializing in complex, tight tolerance aerospace parts made of titanium, nickel alloys, stainless steel, aluminum, plastics and other exotic alloys, pays close attention to the tools used for this type of deburring. The company was just selected for the 10 Best Precision Machine Shops for 2021 by a leading industry trade magazine.
Janos Garaczi, the company’s president, still runs manufacturing to ensure that everything is working well. He is in a unique position, having started with the company as a machinist and eventually working his way to president and owner. As such, he remains responsible for much of the programming, set-ups and purchasing.
In the past decade, the machine shop has relied on a flexible, honing tool for a wide range of automated CNC machining applications such as cross hole deburring, cylindrical honing, surface finishing, edge-blending and cleaning.
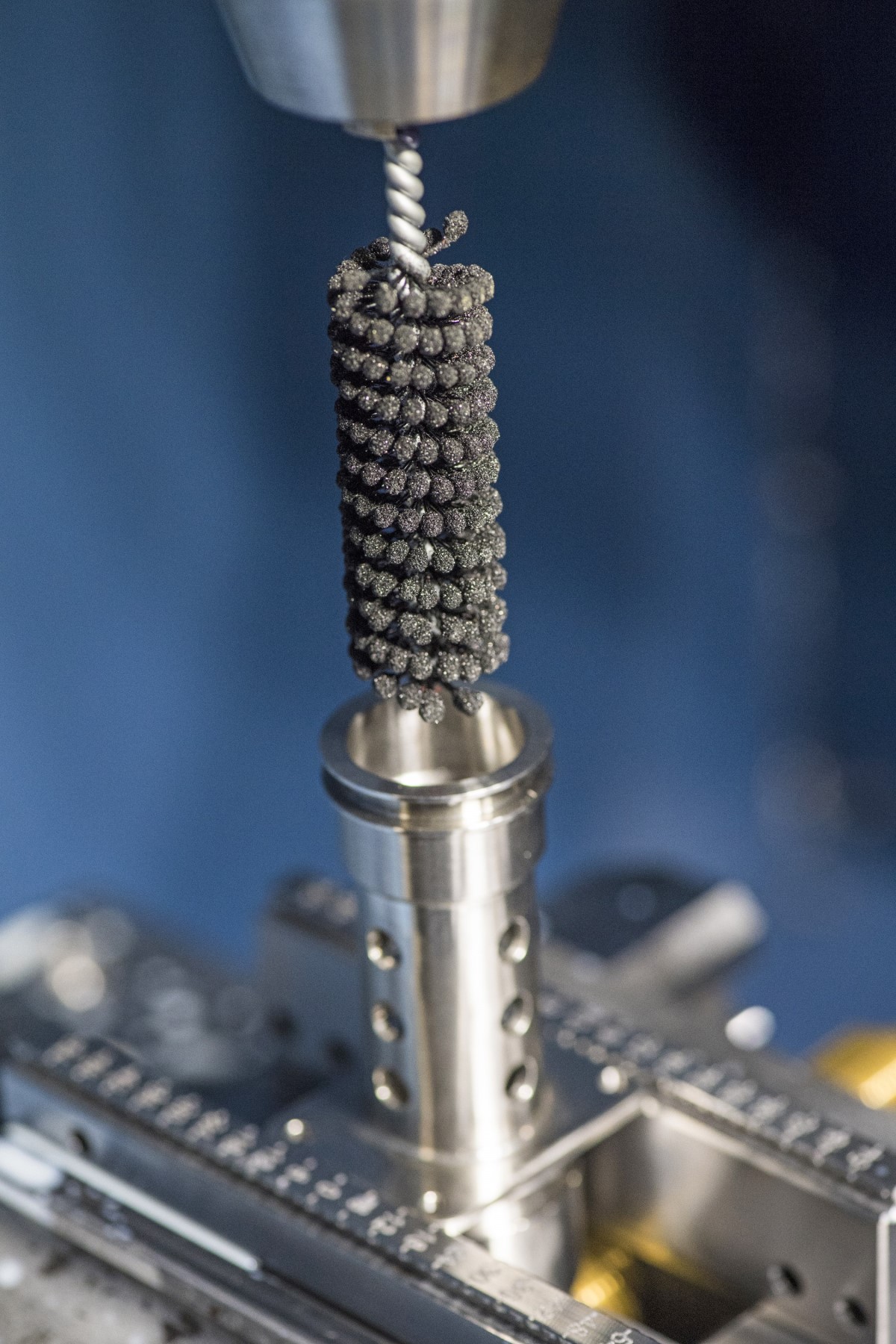
Flex-Hone CBN
By integrating flexible hones in the machining process, complex aerospace parts with cross-drilled holes and other difficult-to-access features can be deburred, honed, surface finished, etc. in-house, at less cost.
“Eliminating burrs is critical because if any loose material gets dislodged during use, there can be serious consequences,” says Garaczi.
According to Garaczi, the tool he has selected for such applications is the Flex-Hone from Los Angeles-based Brush Research Manufacturing (BRM). Characterized by the small, abrasive globules that are permanently mounted to flexible filaments, the product is a flexible, low-cost tool utilized for sophisticated cross hole deburring, honing, surfacing, and edge-blending. The hones are available in a variety of abrasive types, sizes, and grit selections.
“For deburring holes and honing when we need to clean up a component, it is the easiest tool to use for us. There is a large variety of grades and sizes and it is very versatile,” says Garaczi,
In such applications, flexible hones are ideal because the tools are a cost-effective solution to smooth edges and produce a blended radius for crosshole deburring.
“In terms of accessibility, I haven’t found any other tools that can do what a Flex-Hone can, whether for multiple cross holes or internal grooves, says Garaczi. “There is really no way to effectively reach those areas with any sort of other tool.”
He adds, “Right now, we are making more and more complex aerospace parts, especially when it comes to housings with ports all over the part. That is where the hone comes in really handy – for deburring the holes where you drill into it.”
For best results, the deburring tool is typically rotated into the main bore into which the cross holes break. After a few clockwise strokes, the tool is removed and the spindle reversed to rotate and stroke the flexible hone in a counterclockwise direction for a few more strokes. The forward and reverse rotation creates a symmetrical deburring pattern. Coolant should be used to keep metal cuttings and deburred metal in suspension.
According to Garaczi, removing burrs can be particularly problematic when dealing with machined superalloys used in aerospace, such as titanium, Monel, Inconel, Incoloy, Invar, Rene and Hasteloy, which are some of the most difficult materials to machine.
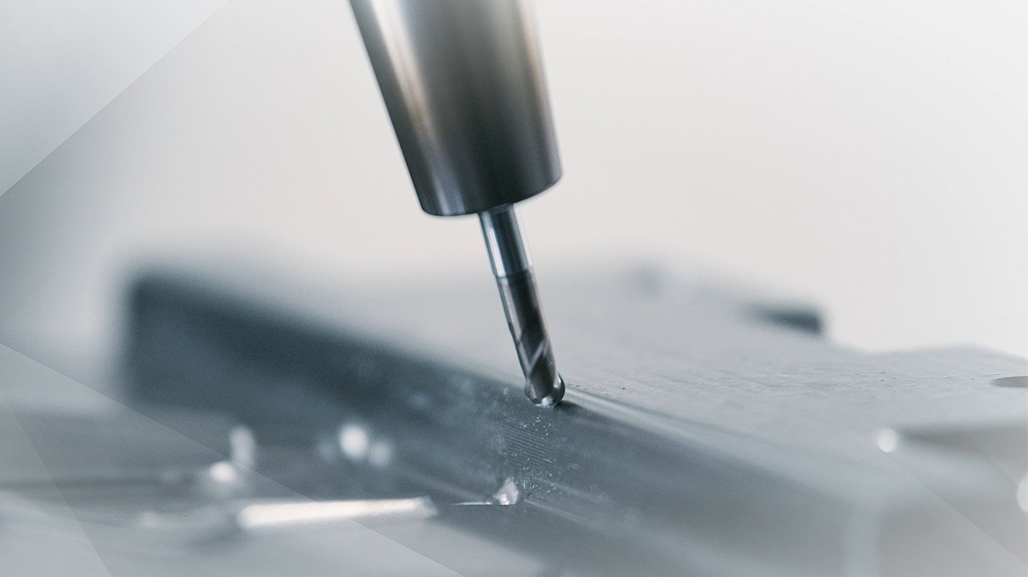
“The burrs are one of the biggest problems, particularly when machining superalloys” adds Garaczi. “Even during ‘grooving,’ if you cut the material from one side, it just pushes the burr to the edge; and if you approach it from the other side, it just pushes it back. It doesn’t want to break off the material cleanly. As soon as the tool gets a bit dull it gets a lot worse. So, sharp tools with the right geometry are key.”
Garaczi notes that the Flex-Hone is available with a premium nickel-coated diamond abrasive for use on materials like carbide, ceramic and aerospace steel alloys; as well as a CBN (Cubic Boron Nitride) option that is even harder and is specifically designed for superalloys, which can exhibit high ductility and work hardening that produce a gummy machining behavior if the correct abrasive tool is not utilized.
According to Garaczi, when deburring superalloys such as titanium or 13-8 stainless alloy, utilizing the Flex-Hone has been very helpful. “Most of the 13-8 we machine is heat-treated, so it is subject to significant burrs. The hone is ideal for removing even the most stubborn burrs,” says Garaczi.
Garaczi points out that he is installing the flexible hones into CNC equipment to automate the process and reduce the time required to finish superalloys and stainless steels.
Despite the fact that these are abrasive tools, Garaczi says that even though “abrasives” are often all lumped into the same category, a distinction must be made between abrasives used for aggressive material removal and abrasive finishing tools. Finishing tools release little to no abrasive grit during use, and the amount generated is comparable to the metal chips, grinding dust and tool abrasion created during the machining process itself.
Through hole example before and after
Even if minimal fine solids are produced, the filtration requirements for abrasive tools are not much different than for machining. Any particulate can be easily removed using inexpensive bag or cartridge filtration systems.
“When you use the Flex-Hone for deburring, all you are doing is removing the burr. It doesn’t create much dust,” adds Delta Machine’s Garaczi. “So, for me, any grit or dust released is zero concern. It is not like we are grinding inside the machine with powder everywhere – this is not the same at all.”
“These are very expensive, very accurate machines,” adds Garaczi. “I wouldn’t do anything to jeopardize the accuracy or lifespan of the equipment.”
He says that when making decisions about what tools to purchase it is often on a project-by-project basis. However, if the tool can reduce cycle times versus its cost, it is an easy decision.
“There are definitely scenarios where it would be good to be able to perform surface finishing of this type of material on CNCs,” says Garaczi. “It would really save a lot of time and extra processing cost.” To achieve this, the machine shop incorporates Flex-Hones in a variety of sizes in its tool carousels.
“For a part, we might use two to three different size hones, depending on the number of cross-port intersections and different hole sizes,” says Garaczi. “However, it is really easy to put a Flex-Hone in a toolholder, give it a simple toolpath cycle and let it run.”
According to Garaczi, automating cross hole deburring in particular eliminates a lot of offline work, since Delta Machine’s parts are usually complex with many intersecting holes.
“It is difficult for a person to reliably repeat such work to the level of required quality. Automating this with the CNC machine usually will produce more consistent results,” concludes Garaczi.
To request a quote, please login to your existing account or register a new one. This helps us provide you with a personalized experience and keep track of your requests.