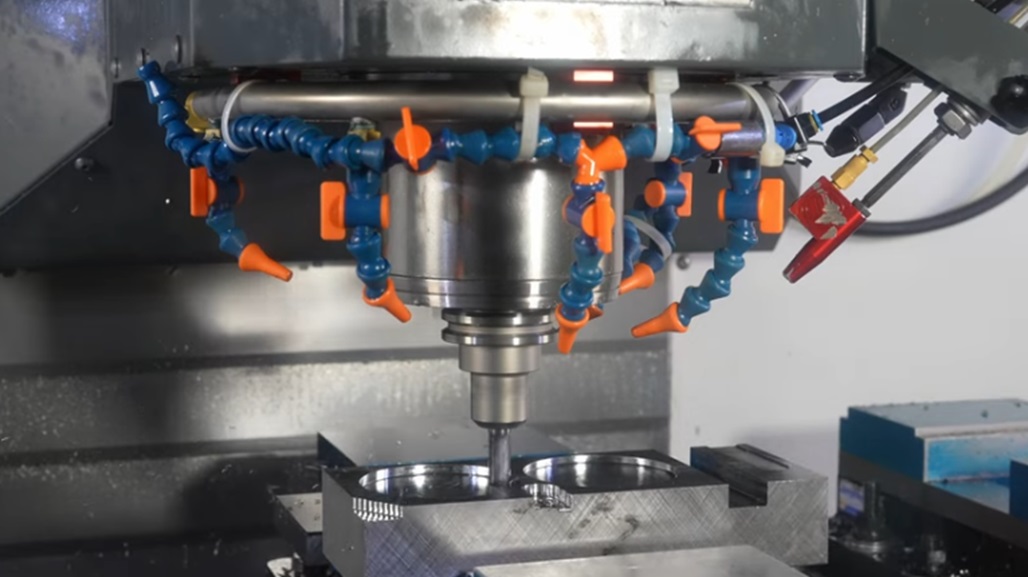
1. What is 3D Contour Milling & how is it used?
3D Contour Milling (CM) is a style of machining that is used heavily in the Aerospace, Medical, and Mold and Die industries, all of which create complex three-dimensional contour parts. These contours contain a range of angles, shapes, and radii that would normally be very difficult and time consuming using conventional machining styles. When the right tools are selected, CM also produces better surface finishes and increases productivity and tool life.
2. What kind of tools are used in this style of milling?
With such complex geometries, there isn’t one tool to do it all (efficiently). Ball nose tools can be used to produce almost any feature, but that’s not to say that there aren’t better/more efficient options available. Barrel/circle segment cutters are also commonly used when CM. These tools have a very large radius on the OD of the tool and can be used to minimize cusp height (the high spots of uncut material between passes), allowing for fewer steps to attain a similar finish compared to a ball tool. Many times, the radius of a tool can be selected to match a specific radius on the part.
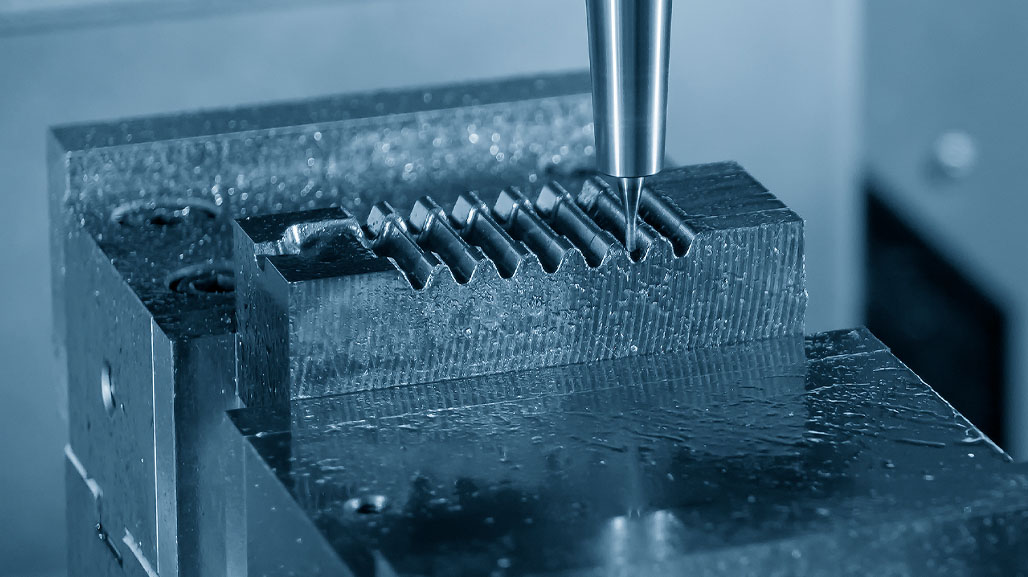
3. What is axial chip thinning?
Axial chip thinning is used for wide radial, shallow axial cuts, and it occurs when using a tool with a lead angle of less than 90 degrees (not square). This produces a larger chip and redirects cutting forces up the tool, toward the spindle. A simple way to picture this is slicing a vegetable diagonally; it produces a larger slice and in turn takes fewer cuts to slice it entirely compared to straight, perpendicular cuts. With the cutting forces being directed up and not out, the user can increase their feed rate far above what a square end mill would run.
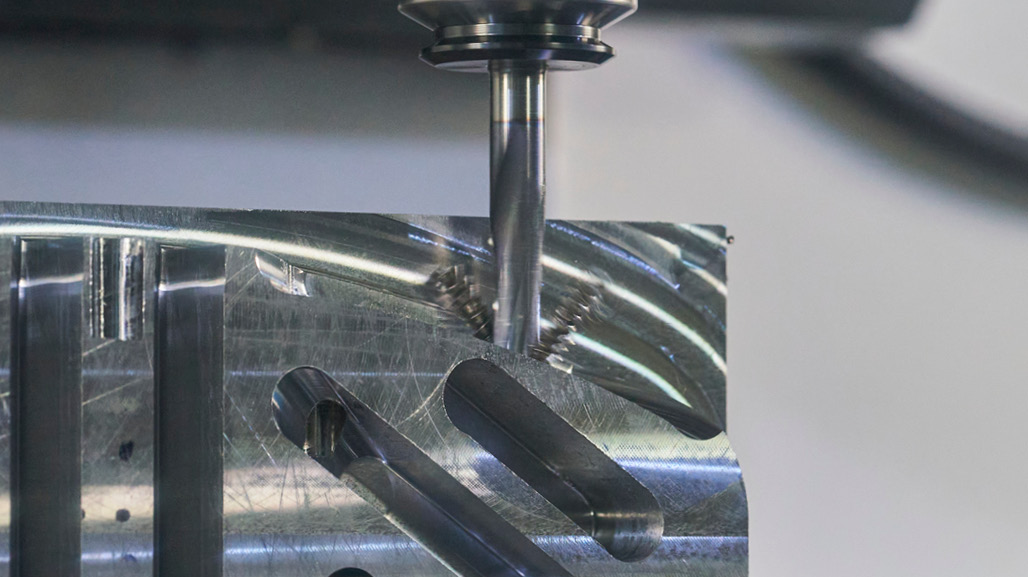
4. What advantages do five-axis machines provide in this style of milling?
While it is possible to 3D CM on a three-axis machine, a five-axis allows the user to utilize more of the cutting tool and can create more complex/unique parts in a single set up. This is where, as mentioned earlier, barrel/circle segment cutters can be utilized. The fifth axis allows the tool to be tilted to better match the parts contour and minimize cusp height, while maximizing productivity.
5. When using a fifth-axis machine, what advantages does a tilt angle provide?
A tilt angle for a ball nose tool does a few things. It gets the tip of the tool (where the surface footage is zero and shearing the material is most difficult) off the workpiece, increasing the effective diameter. Ball nose tools typically have less flutes at the tip of the tool, so using a tilt angle can engage all flutes generating a better finish and spreading the wear on all flutes evenly across the radius, ultimately increasing tool life. A higher flute count tool, like the new T-Carb 51B®, will add additional flutes to share the load, increasing life and resulting in lower finish measurements.