Whitepaper: Survival of the Fittest – The Process Control Imperative
This whitepaper explores four areas where manufacturers can reduce their operating costs by changing the way they control their machining processes.
This whitepaper explores four areas where manufacturers can reduce their operating costs by changing the way they control their machining processes.
In the face of international rivals, manufacturers need to constantly focus on their operating margins if they are to remain competitive. But what is the best way to tackle waste and boost profits? This paper explores four areas in which substantial productivity gains can be made if firms are prepared to change the way they control their machining process.
Competitiveness ultimately comes down to a combination of cost, quality, and service. To boost our competitiveness, therefore, we need to:
• Achieve more throughput from our assets • Increase automation and reduce human intervention • Reduce scrap, rework, re-makes and concessions • Shorten manufacturing lead times • Increase process capability and traceability
These goals demand a comprehensive approach to process improvement. Eliminating operator intervention is an obvious place to start, as human error is the major source of delay and non-comformance in many factories. But removing manual processes is not enough – we also need to pay close attention to the operating environment, the machine itself, setting processes before we start cutting, and in-process controls once production starts. This paper outlines a simple model that explains the sources of process non-conformance and process control methods to address them.
Lean manufacturing techniques help manufacturers to streamline the flow of work through their factories, eliminating waste, reducing lead times and minimizing work in progress. These are valuable savings, but they only work well if the machining process itself is predictable, repeatable and reliably producing conforming parts. In the absence of this, bottlenecks, delays and poor deliveries are impossible to eliminate.
The key to predictable productivity is, therefore, to tackle variation at the source, isolating the root causes and addressing them individually. As each underlying source of variation is addressed, it makes the task of controlling the output of the process that much simpler.
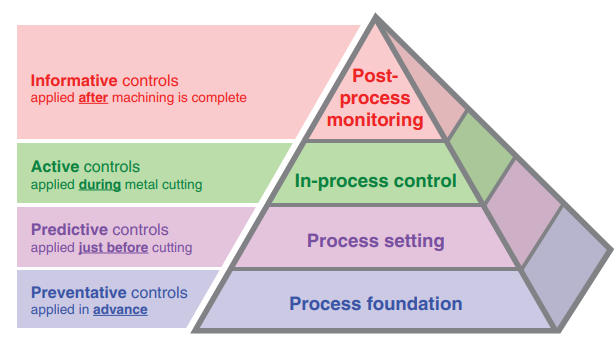
The Pyramid comprises four layers of process control which build upon one another and which must each be brought to bear to deliver regularly conforming parts. Starting at the bottom:
• The process foundation layer is about providing stable conditions in which the machine can do its work. These are preventative controls that reduce the number of sources of variation before machining starts. • Next up is the process setting layer, which deals with predictable sources of variation such as the location of the part, the size of the tools and offsets on the machine tool that could otherwise cause the first part to be non-conforming. • The third layer is in-process control. This tackles sources of variation that are inherent to machining – tool wear and temperature variation – providing intelligent feedback to the process as metal cutting proceeds. • Finally we reach the post-process monitoring layer, in which firstly the process and ultimately the part are checked against their respective specifications. Aspects of this can be done on the machine, but most tasks are done offline.
If high process capability and predictable productivity are the goals, then the best approach is to work from the bottom up through these layers. At the base of the Pyramid, the tasks are more generic and so can easily be applied broadly. As we progress up through the layers, the controls become more process-specific and hence their scope narrows. It therefore makes sense to apply these narrower controls only once the underlying variation has been addressed, or the return on this investment will be diluted.
Let’s look at each layer in turn in a bit more detail.
Controls in the base layer of the Pyramid are targeted at maximizing the stability of the environment in which the process is to be performed. These preventative controls stop special causes of variation having an impact on the machining process.
Controls in the process foundation layer include:
• Design for manufacture – an approach to product and process design based on a thorough understanding of current capability and a drive towards best practice rather than ‘reinvention of the wheel’. Often based around a ‘standard features’ approach, it involves rationalization of tooling and standardization of machining parameters. Its effect is to reduce the variation between processes and enable engineers to make far-reaching improvements when new best practice is identified • Control of process inputs involves the use of FMEA and similar techniques to understand and control all the upstream factors that can affect machining process outcomes. This can include ensuring consistent cutter geometry, controlling clamping forces, locking down part programs and billet preparation. If conditions are consistent at the start of the process, they are more likely to be consistent at the end • Environmental stability addresses those external sources of non-conformance that cannot be eliminated in advance, but which are inherent to the operating environment. These include ambient temperature variation, heat generated whilst machining, machine and fixture cleanliness, tool life management as well as unexpected events such as tool breakage and power outages. The solution for many of these variation problems is through operating disciplines • Machine condition optimization is an essential element of the process foundation, as an inaccurate machine cannot make consistently accurate parts. A rigorous process of performance assessment, calibration and (where required) refurbishment can bring the machine’s performance in line with the process requirements. Thereafter a regime of regular operator-driven conditioning monitoring checks can be used to confirm the machine’s ongoing suitability for production, or highlight the need for maintenance intervention.

The process foundation layer boosts margins through:
• Increased machine availability – avoid unplanned downtime by tracking machine performance trends before they cause process problems • Increased process capability – with better machine accuracy and repeatability, combined with less variation from the environment and process inputs, parts will be more consistent and non-conformance will be reduced • Guaranteed quality – with less part-to-part variation scrap, rework and concessions are all reduced, typically by 25% • Focusing engineering on proactive tasks – with less ‘noise’ to deal with, engineers can stop fire fighting and start to make lasting improvements All this builds a foundation for automation – with your machines performing at their optimum, you can confidently take steps to automate your processes
Continue reading this whitepaper in its entirety to learn more about process setting and in-process control.
Previously Featured in Quality Magazine.
Renishaw is an established world leader in engineering technologies, with a strong history of innovation in product development and manufacturing. Since its formation in 1973, the company has supplied leading-edge products that increase process productivity, improve product quality and deliver cost-effective automation solutions.




To request a quote, please login to your existing account or register a new one. This helps us provide you with a personalized experience and keep track of your requests.