Additively manufactured (AM) parts are rarely complete when they come off the print bed or leave the build chamber. Here are five strategies for making them functional, aesthetic and more accurate.
Despite the best efforts of industrial 3D printer manufacturers, the plastic or metal parts coming out of their machines typically need additional work before they are considered finished.
This step in the production of finished parts is known as post-processing, and it’s a necessary evil in the additive manufacturing world.
It includes machining, heat-treating, grinding and other abrasive processes. It also entails finishing operations such as painting and plating, and more esoteric technologies that we’ll discuss in greater depth.
Of Layers, Supports and Accuracy
There are many reasons to post-process 3D-printed parts.
For starters, most of these parts are built from paper-thin layers of metal, plastic or composite materials. And not unlike the edges of a paperback book, the surfaces of a printed part bear a distinctly stair-stepped appearance, which depending on its application and cosmetic requirements, must be made smooth before use.
For parts made with fused filament fabrication, one of the most effective ways to remove support structures post-printing is through the use of dissolvable materials.
Felipe Castañeda,MakerBot
Removing rough surfaces also helps to eliminate the stress risers that can lead to cracking, an important consideration for load-bearing parts.
Most 3D-printed parts require temporary supports during the build process. These scaffold-like structures help prevent the layers and sections from curling upward or sagging downward (depending on the AM process), and they keep heat-induced warpage to a minimum. Once the part is complete, these support structures must be removed, usually by mechanical or abrasive means—as you will see, though, sometimes a warm bath will do.
Last, but certainly not least, is part accuracy. Regardless of its immense design freedom and the opportunities it presents for strong yet lightweight parts, 3D printing is not yet very accurate, at least by conventional manufacturing standards. There’s the surface roughness already described to contend with, as well as flatness, roundness and all the rest. As a result, holes must be reamed or bored, journals turned true, mounting surfaces milled flat. This is why many 3D-printed parts—and certainly those made of metal—take a trip to the machine shop after printing.
Strategies for 3D Printing Post-Processing Success
Fortunately, a number of equipment companies—as well as the 3D printer manufacturers themselves—are taking steps to address these AM shortcomings.
This work will become even more important as production quantities increase and additive evolves into a mainstream process. Although secondary processes won’t ever go away (a fact with which subtractive manufacturers are also aware), these companies will at least make life easier for those who print parts for a living.
Bernie Kerschbaum is the CEO of one such company: Rosler Metal Finishing USA, which is based in Battle Creek, Michigan. Kerschbaum suggests that product designers and manufacturers alike should do their homework when it comes to the post-processing of 3D-printed parts, preferably long before the printing begins.
“No one offers a one-size-fits-all finishing technology, and a lot of times it’s not a single process, either,” Kerschbaum says.
He offers the example of a 3D-printed prototype of a shampoo bottle he assisted a large consumer products customer with some years ago, one that required extensive vibratory finishing to achieve the same look and feel as its plastic injection-molded production counterpart. Other parts call for wet or dry blasting to level rough surfaces, while some require multiple finishing operations to reach the desired smoothness. Coloring with dye or paint is also quite common, as is polishing, surface grinding and the application of protective coatings.
When using vibratory finishing and tumbling processes, a variety of media shapes and sizes are often necessary to reach part features and to achieve the desired surface qualities. (Image courtesy of Rosler Metal Finishing USA)
Kerschbaum goes on to list the various steps needed before these and other post-processing operations can be performed.
These include the unpacking of workpieces from the “cake” in the case of binder jet and powder bed printers. There’s the removal of support structures and loose or sintered powder from component surfaces, as well as the smoothing and cleaning of internal passages. If quantities warrant, each of these operations can be performed in an automated fashion using one of the company’s various AM Solutions-brand production systems, or done the old-fashioned way: tedious sanding, smoothing and polishing by hand.
“A lot of times you start out with a pretty rough surface finish, but depending on the customer needs, we’re able to bring that down to an Ra in the low teens or even single digits without too much difficulty,” Kerschbaum says. “Shot blasting and mass finishing have proven to be very effective and economic processes for additively manufactured parts.”
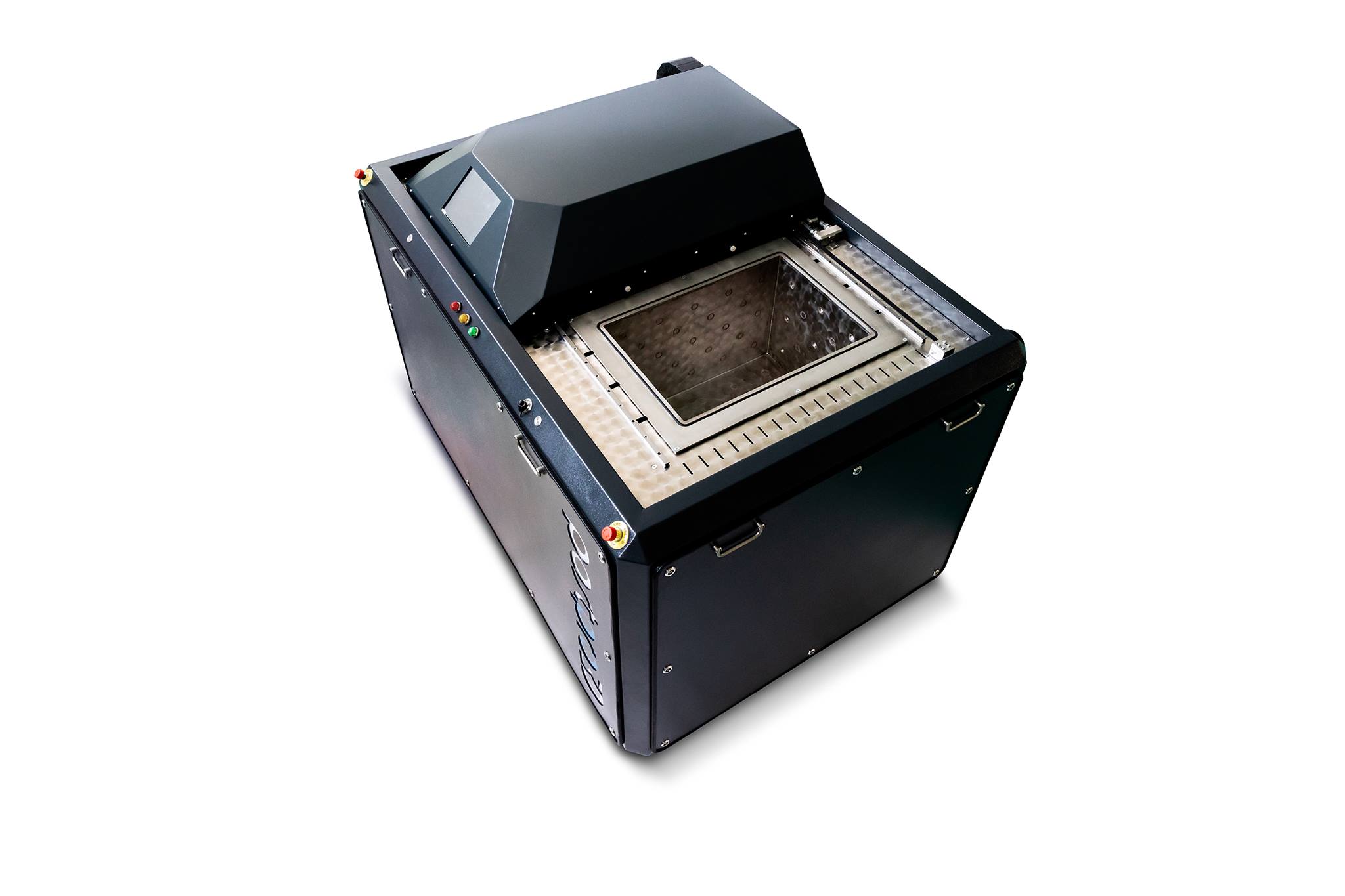
For the post-processing of polymer parts, Luis Folgar, executive vice president of Additive Manufacturing Technologies (AMT) Inc. of Cedar Park, Texas, offers an alternative: one of his company’s automated PostPro 3D and PostPro SF50 systems.
Both use a proprietary chemical vapor that is “safe to use, relatively inexpensive, and above all, sustainable” to smooth the surface of parts printed with powder bed, multi-jet fusion, and extrusion-based technologies.
Candidate polymers include nylon, ABS (acrylonitrile butadiene styrene), PC (polycarbonate), polypropylene, TPU (thermoplastic polyurethane) and TPE (thermoplastic elastomer), Ultem and glass or carbon-filled materials, “with PEEK (polyether ether ketone) and PAEK (polyaryletherketone) coming online soon,” Folgar says.
Part surface finishes down to 1 μm Ra (40 μin Ra) are possible, he adds, with dimensional degradation of no more than 0.4 percent, reduced surface porosity and cracking, and enhanced color characteristics in the finished part. As with Rosler and other providers, AMT also offers automated de-powdering and shot blasting systems.
Additive Manufacturing Technologies’ PostPro systems vaporize a proprietary chemical solvent that then bathes 3D-printed parts, smoothing them while greatly improving various surface qualities. (Image courtesy of Additive Manufacturing Technologies)
Felipe Castañeda is an industrial designer and creative director for MakerBot in Brooklyn, New York, a subsidiary of Stratasys. He notes that, for parts made with FFF (fused filament fabrication), one of the most effective ways to remove support structures post-printing is through the use of dissolvable materials.
The first of these is PVA (polyvinyl alcohol), a soft, biodegradable polymer that melts away when exposed to warm tap water—simply drop the finished parts in, swish them around for a few minutes, and out comes a support-free part. This works well for softer materials such as PLA (polylactic acid) and PETG (polyethylene terephthalate glycol), but for “more complex polymers” like ABS, MakerBot supports the use of SR-30 from Stratasys.
As with PVA, it dissolves in water, but requires a small amount of NaOH (caustic soda, or lye) and slightly higher temperatures. Each of these is applied during the printing process, with the deposition head automatically switching between the workpiece and support material as needed.
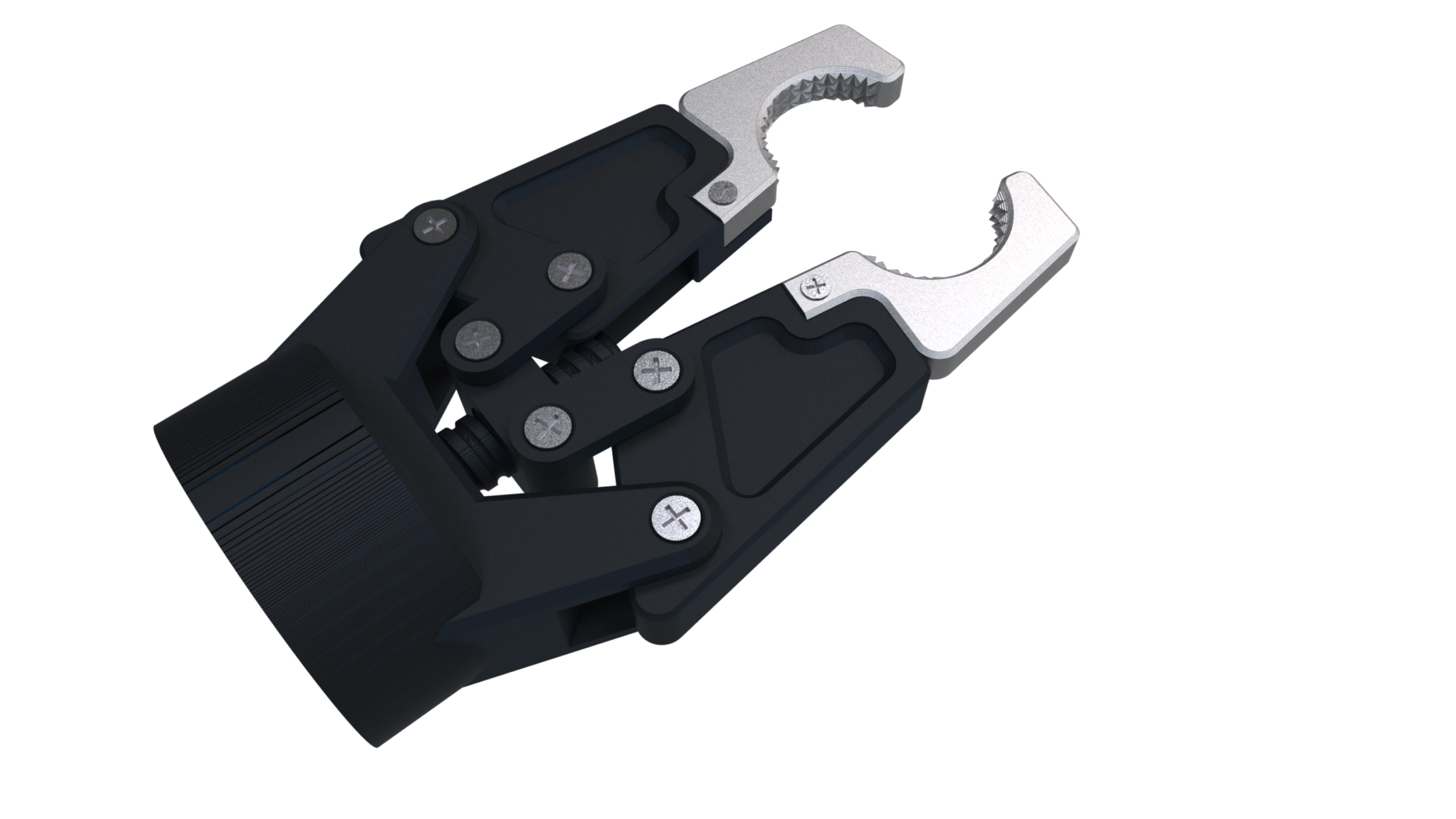
Each of the components in this robotic assembly—including the metal grippers—were printed on a MakerBot FFF system. Because soluble support structures were used, postprocessing effort was kept to a minimum. (Image courtesy of MakerBot)
The beauty of these and other soluble materials is the ability to create support structures for complex parts and especially internal geometries that would otherwise be quite difficult to remove via mechanical means.
Another option is the printing of so-called breakaway supports. Here, the lion’s share of the support is printed from the same material as the workpiece, with PVA or SR-30 only being applied where the part and its supports join. The removal process is the same, but because the print head doesn’t need to switch between materials as often, it speeds the build process.
“It also shortens the time needed for dissolution, so for many parts, it provides a best-of-both-worlds approach,” Castañeda says.
As mentioned at the outset, there’s also machining, grinding and in the case of metal parts, heat-treating to consider, used to relieve internal part stresses and harden the workpiece if desired.
Because the metals used in most 3D printing processes are largely identical to their wrought or cast counterparts, there’s no magic involved here—just saw or wire EDM the part free of the build plate, clamp it down and get cutting.
What techniques are you using for post-processing parts made with additive manufacturing? Share your thoughts and insights in the comments below.
Kip Hanson is a freelance writer and manufacturing consultant. Hanson, who is the proprietor of KAHMCO LLC, has more than 40 years experience in manufacturing, machine tools, fabrication and ERP systems. In addition, Hanson is a contributing editor at Manufacturing Engineering, Shop Metalworking Technology and others. He has been writing about manufacturing technology since 1998.
To request a quote, please login to your existing account or register a new one. This helps us provide you with a personalized experience and keep track of your requests.

![The History of Manufacturing in the U.S. [Infographic]](https://images.ctfassets.net/5j4ln2up7bt7/fDsTnKF6GUAIvHgfShnVa/85e0c4f78c822db6b183aef86e779d38/Image_FOUR_GettyImages-1026499496-thumb.jpg)



