According to the International Stainless Steel Forum (ISSF) the global demand for stainless steel products has nearly doubled in the last 20 years and continues to grow 5% each year. Almost 46 million tons of stainless steel was produced worldwide in 2014 - a 70 % increase from 2005 (26 million tons). This growth was predominantly a result of an increase in China where production grew from a 13% share of global output in 2005 to more than 52% in 2014.
Stainless steels’ anti-corrosive qualities make it perfect for use in a huge range of environments and components such as aerospace, general engineering, consumer, oil and gas, medical and marine industries. Its versatility is reflected by the fact that there are more than 150 different grades. Common stainless steels include ferritic, martensitic, austenitic, super-austenitic and duplex. The main alloying element is Chromium, which forms an ultra-thin oxide film on the surface. As a general rule, resistance to corrosion and oxidation increases with Chromium content. Other alloying elements such as Nickel and Molybdenum can be added to change the structure, increase corrosion resistance and improve strength.
Due to the difficult process of machining stainless steel, manufacturers have invested a huge amount of time and resources in finding new ways to combat application challenges. Recent introductions include changes to the cutting tool design, new geometries, improved coolant and developing stronger coatings to improve performance and tool life. For example, drills with thin margins reduce contact with the hole surface which in turn minimizes friction between the cylindrical land and the hole walls and decreases work hardening and temperatures. Positive point geometries ensure excellent chip breaking, while a specially designed web combines the benefits of maximum rigidity with space for efficient chip removal.
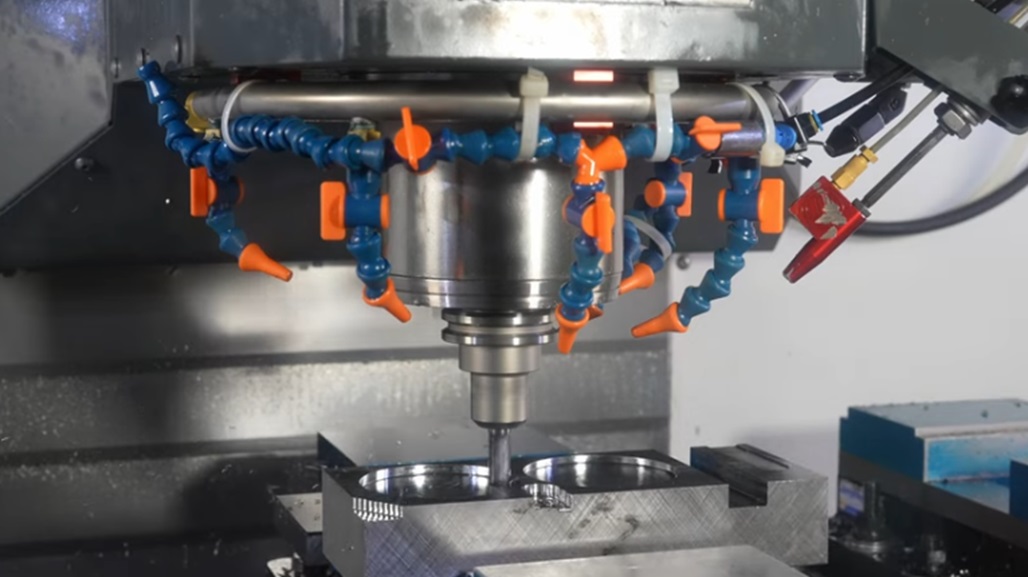
Coolant:
A generous flow of cutting fluid removes heat from the chip, helps chip breaking and at the same time, improves dimensional stability of the component. Cutting tools with through coolant provide instant cooling at the cutting interface, which also helps chip breaking and evacuation.
When using flood coolant, always ensure a plentiful supply, as any period of coolant starvation can cause temperature fluctuations. This, in turn, can cause thermal cracking, resulting in reduced tool life. Neat cutting oils work very well but, if using an emulsion, an eight to ten per cent concentration is recommended.
Feed Rates:
Stainless steels can vary slightly between different suppliers and batches. Therefore, when choosing cutting data it's always a good idea to begin at the lower region of the manufacturer's recommendations. High feed rates can cause heat transfer into the cutting tool, increasing tool wear.
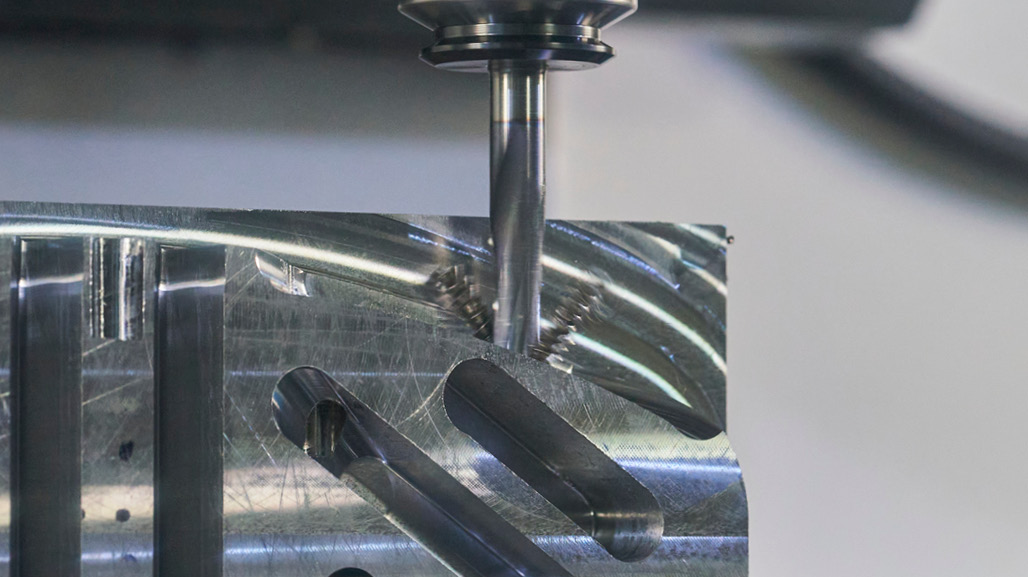
Work Hardening:
Some stainless steels are prone to work hardening during machining. This can have a negative effect on tool life and also reduce the life of subsequent tools used. To minimize this, avoid using tools with worn edges which could accelerate tool wear and cause breakage. Make regular checks for signs of wear and change tools or inserts regularly. Also, try to avoid any dwells or pauses in the cutting process as this will cause heat build-up and increase work hardening.
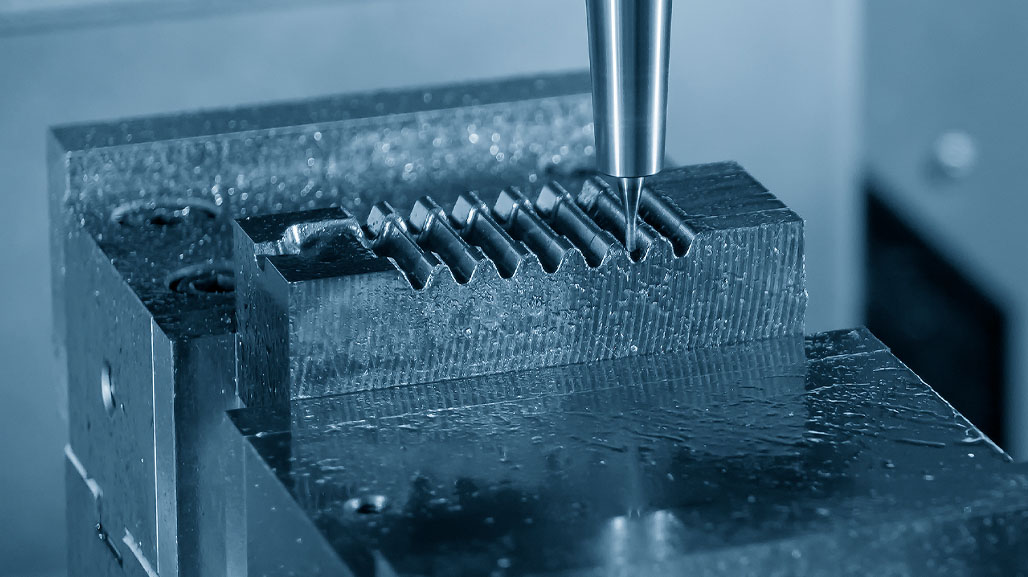
Mechanical Properties:
The high strength of stainless steels combined with their high ductility makes chip breaking more difficult. This increases the risk of vibration, which can affect surface finish quality and reduce the service life of the tool or insert. To address this, always make sure tooling and workpieces are stable and well clamped. Always keep tool overhang to a minimum, especially when drilling or internal turning. To help reduce vibration, use sharp tools or inserts with a small nose or corner radius.
Threading:
When tapping stainless steels, tool life can be increased by pre-drilling the hole 0.1 mm larger than recommended. This will reduce torque levels encountered during threading which, in turn, increases tool life and performance.
Previously featured on Practical Machinist.