Superabrasives Offer Advantages to Modern Foundries
Robotized and CNC cut-off and grinding operations put new demands on metalcasters – and particularly on the abrasive materials they select to provide process consistency, safety, and reliability.
Robotized and CNC cut-off and grinding operations put new demands on metalcasters – and particularly on the abrasive materials they select to provide process consistency, safety, and reliability.
Metalcasting operators recognize that the castings they produce and deliver are different than even in the recent past: more carefully designed, and often with more durable alloys and complex geometries that meet buyers’ requirements. For many plants this has changed how the work is done too – with robotized set-ups and even CNC automated systems being adopted to ensure consistency for the riser cut-off and grinding processes.
Those installations often help maintain the higher throughput involved with supplying automakers or other OEM customers, and they resolve the cost and safety issues attached to manual grinding set-ups.
But using automation in grinding is not the only factor to achieve this change. Removing residual sand, sprues and gates, and deburring mold features on advanced iron and steel grades, which may be harder and more difficult to machine, calls for abrasive materials that match the systems for grinding consistency and reliability.
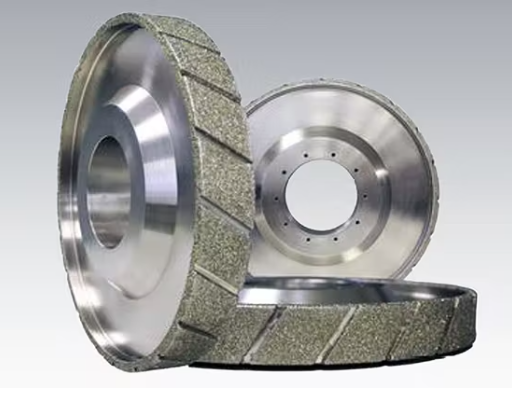
There has been a change that some metalcasting operators may have missed: the emergence of “superabrasive” materials to offer higher hardness and wear-resistance than standard abrasives such as aluminum oxide and silicon carbide. Superabrasive grinding wheels consist of diamond or cubic boron nitride (cBN) abrasive grains attached to a steel wheel with a resin, vitrified metal, or electroplated (EP) bond. They are available as cut-off wheels, snagging wheels, and superabrasive burrs. Custom wheel sizes and shapes are available too, so operators can indicate specific motions or paths to be performed by automated grinding systems.

Another feature of these newer abrasives is their heat-resistance. Most manual cutting and grinding in foundries is done without coolants – but automated systems call for some way to dissipate the heat that is generated at the point of contact with the workpiece. Abrasive materials with durable, heat-resistant bonds are matched with the requirements of foundry operations.
A diamond-based superabrasive technology called Ironclad™ developed by Norton | Saint-Gobain Abrasives incorporates an advanced heat-resistant bond technology that significantly reduces the oxidation of the bond at high temperatures, which increases the life of these products by maximizing grit retention. The bond also has better lubricity compared to other superabrasive products now available.
Better cutting action is another feature of the Ironclad technology. The high-integrity and oxidation-resistant bond allows a high degree (up to 75%) of grain exposure. The increased grain exposure provides more clearance between grains, resulting in reduced loading and better removal of swarf or metal chips, reducing heat generation and workpiece damage. Conversely, loading of an abrasive surface occurs more frequently with limited grain exposure, and metal loading results in metal-to-metal wear and high heat generation.
Overheating of normal superabrasive wheels can cause grain bonds to fail and release, or cause premature dulling of the superabrasive grits. The cooler cutting temperatures of the Ironclad wheels significantly reduce metallurgical damage (heat check) and burn (blue discoloration), resulting in higher quality parts that retain their metallurgical integrity, and fewer or no rejected parts.
Ironclad superabrasive wheels have several important performance benefits for foundries with automated grinding or finishing operation. First, the longer life and consistent cutting and grinding ability reduces downtime for wheel changes and set-up. Additionally, it provides predictable grinding and minimal wear through the product’s performance life: The outer diameter of the wheel does not change.
Automation is simpler with the new, single-layer superabrasives because the programmer does not have to compensate for wheel wear. This ultra-low wheel wear feature also keeps down the costs of new CNC grinders, which do not need special lasers to find and define the location of the wheel and workpiece after each grind.
CNC grinding systems work best with a product that does not change diametrically during the grinding process, because the wheel location is known. The more challenging thing to deal with in this case is changes in the dimensions of the incoming workpiece casting. Unlike conventional grinding wheels, Ironclad wheels require infrequent replacement and there is no need to dress wheels because they stay sharp throughout their performance life. The wheel’s rigid steel hub provides mechanical reinforcement to enhance stiffness and stability, reduce vibration and eliminate the risk of wheel breakage.
Superabrasive wheels are balanced with G2.5-level precision. The reduced vibration extends the service life of machine spindles and helps with ergonomics in offhand manual grinding applications. The absence of diameter changes high-precision balance and lower vibration improves accuracy and control in automated CNC grinding and robotic cells. The steel hub also allows higher operational surface speeds, up to 100 meters per second, which can mean full utilization of the superabrasive in some applications.
Superabrasive cut-off and fettling products also promote safety and ergonomic benefits, and they are lighter and easier to handle. The danger of wheel breakage is eliminated by the steel hub, and superabrasives cut ‘cooler’, compared to conventional abrasives, so the risk of operator burns from hot workpieces is reduced.
Cutting or grinding is easier because the new superabrasive wheels stay sharper longer and load less, so operators do not have to apply as much manual pressure. Repetitive tasks, heavy workpieces and dangerous work can be handed off to a robotic or CNC grinder.
There is also significantly less dust and odor generated with superabrasives. Conventional grinding wheels generate 10 times more dust than superabrasive wheels, and because they contain no resins, silica alumina, or silicon carbide, the chance of creating airborne respiratory hazards is minimized. Superabrasives also reduce recycling and waste disposal costs because alumina-silicon carbide and organics are not added to the waste stream.
Norton Winter superabrasive products for cut-off, snagging, and burr removal have shown promising results in many foundry field tests. Superabrasives far exceed conventional abrasives in abrasive cost per part and cycle time performance. The advanced superabrasives have demonstrated up to 20 times longer performance life than conventional abrasive. Compared to normal plated superabrasive wheels, Ironclad superabrasive wheels grind up to 75% more nodular cast iron parts – resulting in a 49% savings on abrasive consumption and a 20% total cost reduction. Superabrasive burrs are even replacing carbide burrs for finishing and deburring hard-to-reach areas and holes.
Finally, while superabrasive wheels may present a higher initial cost, the total abrasive cost per piece is significantly lower. Additionally, Ironclad superabrasive wheels can be stripped and replated, further extending the overall use of the core.
Metalcasting operations have advanced technologically in response to changing product designs and process requirements – and the availability of superabrasive materials is a sign that foundry suppliers are helping to make that progress possible.
By Andy Schoch and Kyle Kopanski, product managers with Norton | Saint-Gobain Abrasives.
Previously Featured on Foundry magazine.

Founded in 1885, Norton grew into a global leader in abrasives before being acquired by Saint-Gobain in 1990. Norton offers the widest portfolio of grinding, cutting, blending, finishing, and polishing solutions for all markets, and applications using advanced, affordable technology. You get powerful, precise, easy-to-use options designed and engineered for optimum performance, cost and safety. Norton delivers choices that matter to your workforce, the environment, and your bottom line.




![Matching Tool Coatings to Materials for Better Machining Performance [Infographic]](https://images.ctfassets.net/5j4ln2up7bt7/2M6Jr0hQ3uKTAa54c2OzUV/e715e939c60d22ad1d12c0a17c4cceec/GettyImages-1055113358-thumb.jpg)
To request a quote, please login to your existing account or register a new one. This helps us provide you with a personalized experience and keep track of your requests.