Deburring wheels are used to clean, blend, deburr, finish, and polish metals, plastics, composites, and glass. Available in convolute and unitized constructions, they typically last longer than conventional abrasives, reduce the risk of undercutting or gouging, and deliver a consistently smooth finish. Key factors to consider when selecting a deburring wheel include wheel type, abrasive material, grade, density, and the workpiece material.
Tech Essentials: Deburring and Grinding Wheel Types, Terminologies, and Materials
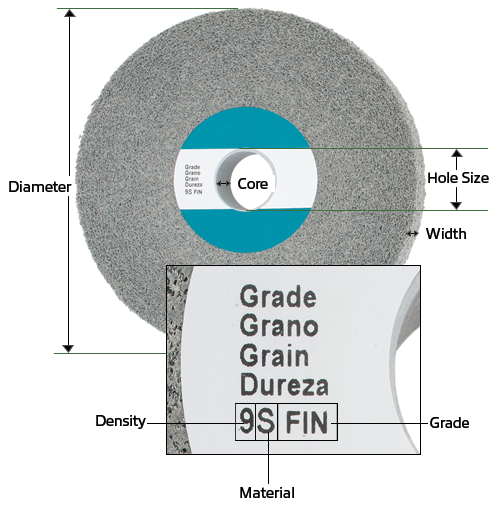
Diagram of a Deburring Wheel
Tip: Some manufacturers label deburring wheels with a code that indicates density, material, and grade. The first character represents density (a number), the second denotes material (a letter), and the third indicates grade (an abbreviation).
Types of Wheels

Convolute wheels
Convolute wheels feature a wrapped construction around a standard-sized core, with the cutting action occurring on the outer diameter. They are unidirectional, as indicated by an arrow printed on the side of the wheel.

Unitized wheels
Unitized wheels feature a layered construction with no core and various center hole sizes. Both the outer diameter and sides serve as cutting surfaces. These bidirectional wheels are available in smaller sizes, making them ideal for use with hand tools.

Terminology
- Density refers to the degree to which the wheel is tightly layered or wrapped. Low-density wheels offer greater flexibility, making them ideal for conforming to surface contours and achieving a uniform finish. High-density wheels provide longer life and are better suited for demanding blending and deburring tasks.
- Mineral/material refers to the type of grain in the wheel that produces the cutting action, such as aluminum oxide (A) or silicon carbide (S).
- Abrasive grade significantly affects the final surface finish. Coarser grades are ideal for removing large amounts of material over broad contact areas, while finer grades are best suited for small areas that require a smooth finish. Common grades include Extra Coarse (XCS), Coarse (C), Medium (M), Fine (F), and Very Fine (VFN).
Factors That Can Affect the Performance of Grinding Type Wheels
Product: Identify the most crucial process in your application—deburring, blending, or polishing—then determine the key performance attribute you need from the wheel, such as lifespan, cut rate, finish quality, or consistency.
Product surface speed: The surface speed of the wheel has a significant impact on performance. Generally, lower speeds are desired for creating uniform satin finishes or when working on softer metals or materials. Higher speeds are often recommended when removing or blending surface imperfections and tough burrs.
Hardness/density: Softer wheels (lower ratings) are ideal for decorative finishing, conforming to surface contours for a uniform finish. Harder wheels (higher ratings) are suited for tougher blending, cleaning, and deburring tasks.
Lubricant/coolant: Coolants such as water and water-soluble oils reduce heat, extend product life, and improve cutting efficiency. Oils and tallow lubricants help minimize surface roughness, with higher-viscosity lubricants, like grease, providing the finest finishes. Whenever possible, use lubricants and coolants in automatic or semi-automatic operations for optimal results.
Recommended Operating Speeds (SFPM = Surface Feet Per Minute)
Decorative Finishing | 500-3000 SFPM |
Composites/Soft Materials | 200-2700 SFPM |
Deburring | 5000-6500 SFPM |
Blending/Polishing | 6000-8000 SFPM |