Drill bits are essential for a wide range of operations, from routine maintenance to high-volume precision hole making. To select the right drill, consider the following: choose the appropriate drill style, grade, and length for the task; match the tool material to the workpiece; and select the optimal drill point for your application. For enhanced performance and extended tool life, consider applying a coating or surface treatment.
Basics of Drill Bits
Drill Style, Grade, and Length
With all the choices on the market, selecting the right drill bit can be hard. If you know the diameter and depth of the hole, the number of holes you need to make, and the type of job, you are already halfway there.
Styles
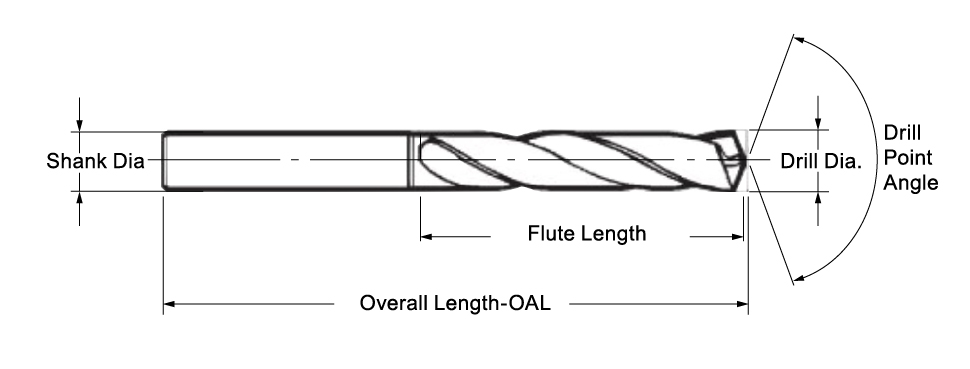
Drill Points
Drill point geometry significantly affects performance. Flatter points offer smoother cutting action, while steeper point angles increase torque for faster penetration.
Styles
The 118° point is a versatile, all-purpose design commonly found on general-purpose tools. It’s ideal for drilling soft metals, wood, and plastics.
The 135° split point is designed for cutting metal. Its self-centering tip prevents walking or slipping, making it a standard feature on heavy-duty drills.
The 130° point is commonly found on high-performance HSS parabolic drills. It disperses heat effectively and helps maintain straightness in deep-hole drilling.
140° point is common on high-performance carbide drills, and helps get the cutting edge into tough materials quickly.
Tool Material
In today′s competitive environment, maximizing the most out of your tooling is vital. Electing the right tool material is a pivotal step toward maximizing productivity and reducing the cost per hole.
Coatings
One of the most effective methods to enhance the productivity or tool life of a drill is to apply a coating or surface treatment. Coatings and surface treatments build a barrier between the drill and the workpiece. Different coatings provide different results, so select carefully.
To request a quote, please login to your existing account or register a new one. This helps us provide you with a personalized experience and keep track of your requests.