Router bits are precision cutting tools designed with specific geometries for machining wood, plastics, nonferrous metals, and certain composites. They enable high feed rates, deep cuts, and smooth surface finishes. Router bits are commonly used in CNC routers, machining centers, and milling machines. Router bit sets are also available for added convenience and versatility.
Routing End Mills: Types, Tips & Operations
Learn what a routing end mill is, how to use it, and the different industrial applications they can be used on. Receive routing end mill tips and the accessories and tools you’ll need to correctly use them.
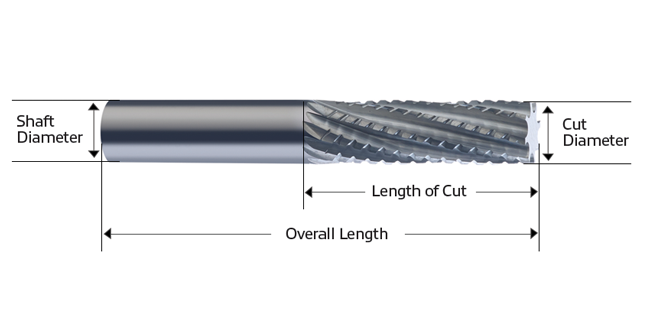
Diagram of a Router Bit
Flute Geometry of a Router:
Single flutes are for faster feed rates in softer materials.
Double flutes are for better finishes in harder materials.
Straight flute offers a neutral cutting action, which creates higher cutting forces than a spiral flute.
Upcut spiral flutes are for grooving and slotting. They are ideal for an upward chip evacuation and offer a good finish on the bottom side of the part.
Downcut spiral flutes help eliminate part lifting and are ideal for downward chip flow. They offer a better hold-down in the fixture and provide a good finish on the top side of the piece part.
Up/Down spiral flutes are suitable for double-laminate material and provide a smooth finish on both the top and bottom sides of the piece part.
Types of Router Bits:
Straight Router Bit
Straight router bits are among the most commonly used router bits. They are designed for grooving, slotting, and making straight cuts in a workpiece. These bits operate effectively at high speeds, especially in softer materials, and are available in a range of diameters and lengths. Unlike spiral router bits, straight bits do not plunge as efficiently into the material because they lack a rounded cutting edge at the tip. However, they generate higher cutting forces than spiral flute designs.
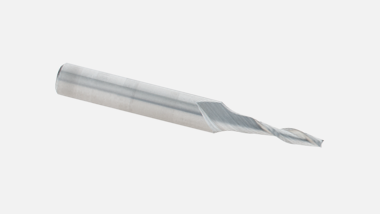
Spiral Router Bit
Spiral router bits are used for deep cutting, grooves, and slotting in harder materials. The tips are ideal for plunge cutting and provide a good finish on a workpiece. Spiral router bits are also efficient at clearing chips during an operation. Upcut spiral router bits create upward chip evacuation, making them efficient at clearing chips during an operation, but rigid setup is mandatory. A downcut spiral creates downward chip flow and is more effective in less rigid setups.

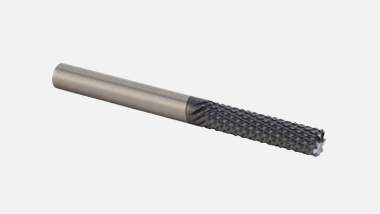
Diamond Pattern Router Bit
Diamond pattern router bits are engineered for machining tough composite materials like phenolic-epoxy, polyester glass-reinforced composites, and graphite composites. These bits feature up-cut and down-cut edge geometries, allowing them to grind through workpieces while maintaining clean edges effectively.

Edge Profile Router Bit
Edge profile router bits are designed to shape and detail the edges of a workpiece. Some of these bits include a pilot bearing, which helps guide the bit along the edge for consistent results.
End Types:
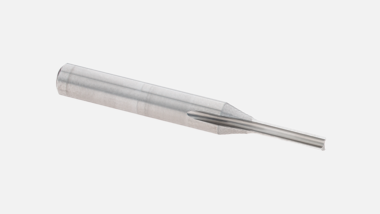
Drill Points Router Bit
Drill point router bits are ideal for producing clean cuts in aggressive milling applications. Some models are constructed from composite materials to enhance durability and cutting performance.
Burr End Router Bit
Burr end router bits are designed for bottom cutting and creating smooth floor finishes on parts where minimal material removal is required. They are typically used in light-duty applications.

End Mill Router Bit
End mill router bits are designed for bottom cutting and are capable of producing smooth surfaces with square corners.

Fishtail End Router Bit
Fishtail end router bits feature a double flute or reverse V-shaped cutting edge, allowing them to produce a flat bottom surface on the workpiece. They are ideal for fine detail work and for cutting thin materials.
Plain (No End) Router Bit
Plain (no end) end router bits (also known as safe end bits) are used for edge routing and in applications where no bottom or floor finish cuts are required.

Square End Router Bit
Square end router bits are used for general milling applications, including slotting, profiling, and plunge cutting.

Center-Cutting Router Bit
Center-cutting router bits feature a straight flute design and are used for general-purpose milling applications. They are commonly applied in fine milling of metals and machining nonferrous exotic materials, including Carbon Fiber Reinforced Plastic (CFRP).
Standard Materials:
Powdered metal (PM) is a durable and cost-effective alternative to solid carbide. It is typically used for machining highly abrasive materials, including aluminum alloys with high silicon content.
Carbide tips cut faster than high-speed steel. They are often on ferrous and nonferrous materials, including cast iron, steel, and steel alloys.
High-speed steel (HSS) offers good wear resistance and is commonly used for general-purpose machining of both ferrous and nonferrous materials.
Solid carbide is used in high-performance applications due to its exceptional heat resistance. It is commonly applied to machining cast iron, nonferrous metals, and other difficult-to-machine materials.
Standard Finishes:
Bright finish provides a smooth, polished surface on the tool, enhancing chip flow in softer materials such as aluminum, wood, and plastic.
Aluminum Titanium Nitride (AlTiN) is a highly abrasive-resistant and hard coating. It is commonly used for machining aerospace materials, including nickel alloys, stainless steel, titanium, cast iron, and carbon steel.
Polycrystalline Diamond (PCD) is commonly used for machining aluminum, concrete, fiberglass, plastic, stone, and other extremely difficult-to-machine materials. It offers high hardness and excellent abrasion resistance.
Titanium Nitride (TiN) is a versatile coating that improves chip flow in softer materials. Its heat and hardness resistance allow tools to run at higher speeds compared to uncoated tools.
Titanium Carbonitride (TiCN) is harder and more wear-resistant than Titanium Nitride (TiN). It is commonly used for machining stainless steel, cast iron, and aluminum alloys.
Uncoated tools lack surface treatments on the cutting edge. They are typically used at reduced speeds for general-purpose machining of non-ferrous metals.
Zirconium Nitride (ZrN) is similar to Titanium Nitride (TiN) but offers a higher oxidation temperature. It is commonly used for machining non-ferrous materials, including aluminum, brass, copper, and titanium.

Routing Plastics:
Soft plastics are machined by removing long curls from the material surface, which makes them well-suited for "O" flute router bits.
Hard plastics require routing tools that chip away material in small individual chunks. Bits with straight rake face geometry are typically the most effective for this application.
Reinforced plastics, such as polyester and epoxy, provide added rigidity, which makes them extremely difficult to machine. This type of material typically requires router bits with either:
a high rake angle and high clearance to allow freer cutting with reduced heat buildup, or
a low rake angle and strong cutting edge to minimize chipping, though this may increase heat buildup.
Polycrystalline diamond (PCD) tools are commonly used for machining reinforced plastics due to their exceptional wear resistance.
Mechanical plastics are engineered to meet specific application requirements such as strength, chemical resistance, or high-temperature performance. They machine similarly to soft plastics and are best processed using "O" flute tools.
Terminology:
Cutting diameter refers to the measured width of the tool's cutting surface. Using the largest possible diameter increases strength and rigidity.
Shank diameter refers to the diameter of the drill's back end that is held in the chuck or tool holder.
Length of cut is measured from the tip of the router bit to the beginning of the neck or shank.
Number of flutes refers to the grooves or valleys cut into the body of the tool. A higher number of flutes increases tool strength but reduces chip clearance.
