Thread forming taps, also called fluteless taps, form taps, roll taps, or cold forming taps, create threads by displacing material rather than cutting it, producing no chips. They are suitable for materials such as aluminum, brass, copper, lead, zinc, stainless steel, carbon steel, cast steel, leaded steel, and other mild to medium-alloy steels.
Thread Forming Taps Technical Information: Diagrams, Guidelines, and Reference Guide
Diagram of a Thread Forming Tap

Thread Forming Advantages
Chipless tapping eliminates chip-related issues in blind holes.
Stronger threads due to grain flow following thread contours in steel and stainless steel.
Improved thread accuracy with reduced risk of oversized threads.
Fluteless design provides a stronger, more solid tap structure.
Extended tool life — lasts 3 to 20 times longer than cutting (fluted) taps.
Reduced tap breakage and faster tapping speeds.
Ideal for machines without lead screws.
Differences Between Thread Forming Taps and STI Taps
Thread Forming Taps:
Removes material to produce strong, precise threads.
Trusted for strength in demanding industrial applications.
Chip-free threading prevents contamination, even at high speeds.
STI (Screw Thread Insert) Taps:
Creates an oversized hole to accommodate a helical screw insert.
Prepares the hole for the insert, which evenly distributes load along the thread length.
Enhances thread strength compared to standard tapped holes.
Guidelines for Using Thread Forming Taps
Thread forming taps require a larger pre-tap hole than cutting taps. Using a hole that's too small can lead to excessive wear, high torque, and increased risk of tap breakage.
Forming taps require effective lubrication, with cutting oils generally preferred over water-soluble coolants due to their superior lubricity.
Hardness | Size and Pitch Range |
16 Rc | 1" and smaller - 8 pitch and finer up to 1-1/2" - 10 pitch and finer |
17 - 23 Rc | 1" and smaller - 10 pitch and finer |
24 - 35 Rc | All machine screw sizes and miniature sizes |
30 - 35 Rc | Extreme care – miniature sizes and machine screw sizes w/ 56 T.P.I. |
Calculating Tap Drill Sizes for Forming Taps
Note: These formulas may vary based on workpiece material. Always verify results using the Machinery's Handbook (e.g., MSC Order No. 85605756).
Class of Fit and Thread Limits (H & D):
Class of Fit defines the tolerance and tightness between a threaded hole and a tap.
Unified threads:
A = External threads
B = Internal threads
Metric threads:
G = External threads
H = Internal threads
Example Applications by Class of Fit:
Class 1A & 1B – Loose fit for quick or frequent assembly; allows for easy disassembly.
Class 2A & 2B – Standard fit with moderate looseness to prevent seizing; commonly used for screws, bolts, and nuts.
Class 3A & 3B – Tight, high-precision fit; used where thread accuracy is critical and gauges are required for verification.
The Thread limit refers to the tolerance range beyond the basic thread size of a tap.
Indicated by:
"H" for inch taps
"D" for metric taps
Followed by a number (e.g., H3, D5)
Thread limits allow for selecting the tap size best suited to achieve the desired class of fit.
H Limit Increments and Selection Guidelines

- For tap sizes up to 1″, each H limit differs by 0.0005″.
- For sizes over 1″, increments are 0.001″.
- Use a smaller H limit (e.g., H1 or H2) if threads are too loose.
- Increase the H limit number if the threads are too tight.
- Proper H limit selection ensures threads meet the part print tolerance.
Rule of thumb: Choose the largest H limit that still achieves the required class of fit—this maximizes tool life and reduces wear.
Thread Limit (H & D) Cross Reference Guide
H1 /D1 | Basic plus .0005" - .0010" |
H2 /D2 | Basic plus .0005" - .0010" |
H3 /D3 | Basic plus .0010" - .0015" |
H4 /D4 | Basic plus .0015" - .0020" |
H6 /D6 | Basic plus .0025" - .0030" |
H7/D7 | Basic plus .0030" - .0035" |
H8/D8 | Basic plus .0035" - .0040" |
H9/D9 | Basic plus .0040" - .0045" |
H10/D10 | Basic plus .0045" - .0050" |
H11/D11 | Basic plus .0050" - .0055" |
H12/D12 | Basic plus .0055" - .0060" |
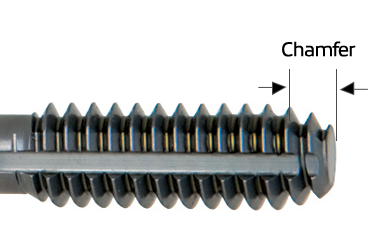
Chamfer Styles
Chamfer refers to the tapered section at the front of the tap. Both the chamfered threads and the first full thread beyond the chamfer help form the finished thread in the part.
Bottoming chamfers are used for threading blind holes to the bottom. They have 1 to 2 chamfer threads.
Modified bottoming chamfers are longer than standard bottoming chamfers and have more teeth. With 2 to 2½ chamfered threads, they are designed for threading to the bottom of blind holes.
Taper chamfers, or starter taps, feature a long chamfer with 7 to 10 threads, providing a gradual, less aggressive cutting action.
Plug chamfers, the most commonly used type, are designed for efficient threading of both through and blind holes. They have 3 to 5 chamfered threads.
Semi-bottoming chamfers, used for blind holes, have 3 to 3½ chamfered threads.
Standard Finishes
Bright finish ensures a smooth, polished surface and improves chip flow in soft materials like aluminum, wood, and plastic.
Titanium Nitride (TiN) is a multi-purpose coating that increases chip flow in softer materials. The heat and hardness resistance allow the tool to run at higher speeds than uncoated tools.
Titanium Carbonitride (TiCN) offers greater hardness and wear resistance than TiN, making it ideal for stainless steel, cast iron, and aluminum alloys.
Oxide (black or steam oxide) is a surface treatment that reduces chip buildup, galling, and welding on the workpiece. It’s commonly used on low-carbon steels, stainless steel, and other ferrous metals.
Chrome plating is a bright, electroplated coating with excellent anti-friction properties, commonly applied to steel, aluminum, brass, copper, and other non-chromium materials.
Nitride is a thin, hard-shell coating that enhances surface hardness and is ideal for abrasive or high-wear applications.
Aluminum Chromium Nitride (AlCrN) offers superior heat resistance compared to AlTiN, making it ideal for machining aerospace materials, nickel alloys, stainless steel, titanium, cast iron, and carbon steel.
Aluminum Chromium Titanium Nitride (AlCrTiN) is a multilayer PVD coating with excellent heat and wear resistance, engineered for extended tool life and superior thread finishes.
TiCN PLUS combines Titanium Carbonitride (TiCN) and Titanium Nitride (TiN) for an all-purpose finish that extends tool life 2–4 times longer than TiN alone. Its heat and hardness resistance allow for higher cutting speeds than uncoated tools.
Uncoated tools lack edge treatments and are typically used at reduced speeds for general applications on nonferrous metals.

Standard Materials
Cobalt is harder than high-speed steel and offers superior wear resistance, making it ideal for high-tensile alloys.
High-Speed Steel (HSS) offers good wear resistance and is suitable for general purpose uses on both ferrous and nonferrous materials.
Solid carbide offers greater rigidity and heat resistance than high-speed steel, making it ideal for high-speed machining of cast iron, nonferrous materials, plastics, and other tough materials.
Vanadium High Speed Steel (HSSE) combines high-speed steel, carbon, vanadium carbide, and other alloys to enhance abrasive wear resistance and toughness. It’s commonly used for general applications on stainless steel and high-silicon aluminum.
Powdered Metal (PM) is tougher and more cost-effective than solid carbide, making it ideal for highly abrasive materials like high-silicon aluminum.

More Thread Forming Taps From MSC

Thread Forming STI tap
Thread-forming STI taps create internal threads by displacing metal without producing chips, making them ideal for large holes in aluminum, brass, copper, steel, and soft metals. Designed for tapping holes per screw thread standards.

Thread-Forming Pipe Taps
Thread-forming pipe taps create internal threads by displacing metal without chip formation, ideal for pipes and fittings made of aluminum, brass, copper, steel, and soft metals.
To request a quote, please login to your existing account or register a new one. This helps us provide you with a personalized experience and keep track of your requests.