Components that can handle immense pressure and force while in motion are found throughout an aircraft. This is possible because of increasingly complex and evolved bearing assemblies. In Part 4 of our series on aircraft manufacturing, we discover what sets aerospace bearings apart.
Bearings are found throughout an aircraft and the desire for lightweight but strong bearings, along with the need for failure-proof operation, has driven their evolution.
Although bearings might be seemingly less glamorous than other aerospace parts—think engines and wing assemblies—their role is instrumental.
“Many of the critical components of aircraft engines and landing gear need to be able to move, and the goal of any bearing is to allow for two mated surfaces to rotate, either linked or independently of each other,” says Andrew Biro, application engineer for abrasives manufacturer Norton Saint-Gobain.
Biro gives the example of a turbofan.
“The bearings need to withstand both the axial and centrifugal forces during operation,” he explains. “At the same time, they need to rotate efficiently—without excess friction, which can reduce life or damage the bearings.”
Bearings are precision-engineered assemblies.
“They have an inner race and outer race restraining balls or rollers, which support an axial or radial load during rotation,” Biro says. “Each of these components has very tight tolerances, particularly in the aerospace industry, and hence they require tight controls of the manufacturing processes to produce them successfully.”
The Evolution of Bearings in Aerospace: Specialized Materials
Given the extreme demands placed on these assemblies, bearing materials have become highly specialized.
“Today’s aerospace materials have evolved to provide longer life, operation at an ever-higher temperature range and better corrosion resistance,” says Kevin Giardiniere, regional product manager for turning–PCBN, ceramics at Kennametal.
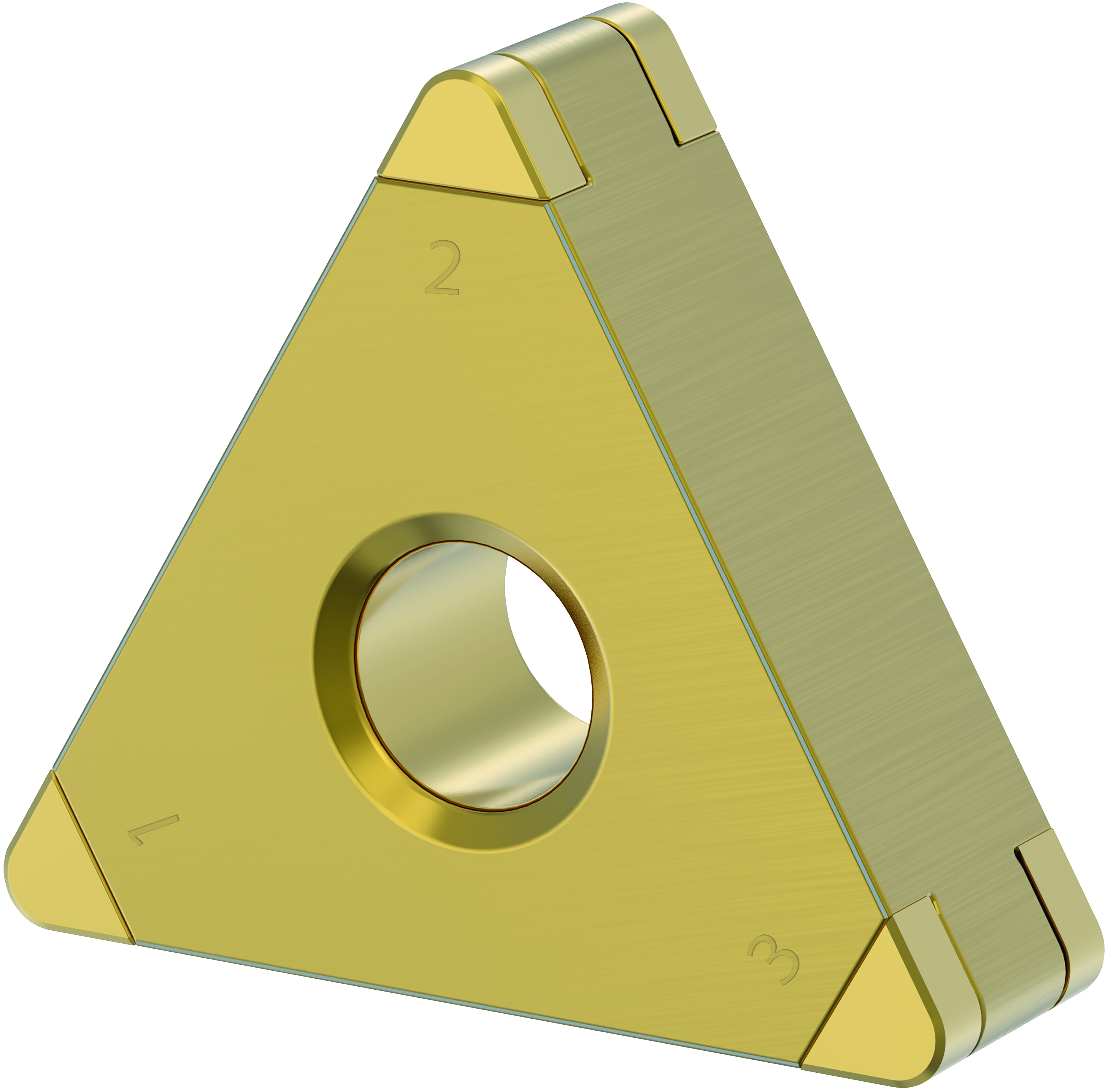
Machining hard materials such as HRSAs creates a high level of heat. Kennametal developed the cubic boron nitride KB series, with grades KBH 10 for finishing and KBH 20 for general purpose on hardened surfaces.
These factors, along with the need to minimize maintenance, reduce weight and conserve fuel, are the drivers behind the changes and improvements, Giardiniere says.
“Fuel costs will continue to rise while airlines are trying to reduce their operating expenses, and maintenance is also cost-related, so anything that will extend the service life of bearings is very important to proper operation,” he adds.
Aerospace Bearings: Made to Adapt to Temperature Extremes
Any aircraft contains a wide variety of bearings—in engines, in landing gear, in rotors.
“If we look at regular landing gear on a winged aircraft, you’ve got bearings in tires, wheels, brakes, etc.,” Giardiniere says. “These have to survive in a wide range of temperatures—moving from 30 or 40 degrees below zero at cruising altitude to impact, where they quickly reach their highest temperature while moving at high speed.”
As engines and airplanes get lighter, faster and more fuel-efficient, the operating temperature of engines continues to rise.
“Materials are being refined to operate in an ever-increasing temperature environment,” he says. “We’re talking bearings rated to operate close to 900 or more degrees Fahrenheit on a continual basis, which is extremely hot for that bearing to keep on working and doing its job.”
In addition to the enormous temperature stresses, aerospace bearings also need to resist corrosion.
“Just think of a Navy helicopter or other aircraft operating where their components are exposed to saltwater and salt air along with all the other issues including wind, rain, dust, heat and cold,” Giardiniere says.
How Aerospace Bearings Are Manufactured
“The need to meet these exacting requirements with such high reliability drives all aspects of bearing manufacturing to be as perfect as possible—from specialized materials to the processes used to create them,” Giardiniere says. (See sidebar for a description of the various aerospace bearing materials.)
Manufacturing a precision bearing for aerospace starts with an initial roughing operation with a strong carbide tool. Next, a bearing is sent for a heat-treating process to be either through-hardened or case-hardened. A machinist then works the surfaces close to a final shape, before either hard turning or finish grinding the assembly.
As the bearing moves through these different phases, a variety of inserts and abrasives may be required. “With such a diversity of bearing materials and hardness conditions, you need a full arsenal of cutting tools to profitably and efficiently manufacture them,” Giardiniere says.
The softer materials can be cut with a coated carbide, either CVD or PVD. Harder materials, such as heat-resistant superalloys, create high temperatures when cut. To maintain cutting efficiency on HRSA bearings, “we use ceramic and polycrystalline cubic boron nitride (PCBN) inserts, which can take the heat,” Giardiniere says.
For machining HRSAs, Rick Crabtree, an industry specialist at Sandvik Coromant, recommends using ceramic end mills for the roughing stages because they can handle the heat, though they break down a little quicker, making the initial form less accurate. He advises switching to advanced materials such as PCBN for the insert, to cut the form of a bearing radius more accurately.
Specialized Tools and Techniques When Machining Bearings
In this high-heat, high-stress machining environment, special tooling techniques can preserve an insert’s accuracy for as long as possible, saving both time and money, while maintaining tolerances.
“These parts are so precise that the tolerance for a ball-bearing raceway is about one-third the diameter of a hair,” Crabtree says. “The form of the race has to be almost perfectly round or it will wear on one side or the other.”
A machinist cannot straight plunge a half-inch bearing raceway with a half-inch tool, he explains, because the insert will not perform perfectly.
“We recommend using a trochoidal turning technique, starting at one edge of the race and machining all the way around with a smaller tool—maybe a quarter-inch tool to make a half-inch radius,” Crabtree says.
A Sandvik insert is shown being used to machine a workpiece.
Edge prep on the inserts is also critical. “The PCBN is hard like an Earth diamond, but if you go in and out of a cut, you can pull its particles off,” he explains. “To prevent this, we grind a square 90-degree shoulder to start out, and then to protect the edge, we put an angle on that shoulder, making it stronger. It’s like drywall—when you bump the edge of it on the corner, it chips easily, but if that wall had a big radius on it, it wouldn’t chip so easily.”
Ceramic tools provide extremely high-heat cutting capabilities but need to be applied carefully because they tend to create a heat-affected zone on the workpiece, Kennametal’s Giardiniere adds.
“Part designers don’t want the surface appearance of the bearing to appear warped or marked by heat or pressure, which would show changes in the metallurgy of the base material,” he says. “Because of that, ceramics are usually reserved for roughing and semi-finishing operations, with a follow-up operation to remove any area of that surface that may have been affected by that heat.”
Final Finishing: Critical Phase for Machining Aerospace Bearings
“For fine finishing on some applications, we’re really taking the last cut on that part,” Giardiniere says. “We may need to look at PVD-coated grades, which allow the insert tooling to have a fully sharp edge.”
A very sharp cutting tool with a light cut and a sensitive touch can machine those surfaces without leaving any evidence that it had experienced pressure or heat, he explains. “At the same time, it can give precise dimensioning of just a few microns for these extremely close tolerance workpieces.”
Even so, this hard turning has the potential to affect the surface of the material. Because of that, depending on the application, a manufacturer may specify that the final surfaces need to be ground instead.
The Vitron7, a new wheel in the Norton Winter portfolio, delivers a uniform force per CBN with a high-precision vitrified bond that’s ideal for internal grinding applications.
“Grinding wheels are often used for the finishing processes due to the strengths of excellent surface finish and abrasive tool life, and because they can be tailored to impart a slight compressive residual stress on the ground surfaces, which helps with reducing the chances for fatigue and premature part failure,” Norton Saint-Gobain’s Biro says.
One benefit of using grinding wheels for the finishing stages is that they use very hard abrasive particles—ceramic, diamond or CBN grains depending on the bearing material, he explains. “The best way to remove material on high-hardness metals is by taking small chips to minimize stresses and lower the risk of cracking.”
This approach is often by design in a grinding process and can be done successfully after the heat treatment of the material when it is in the hardened state, Biro adds.
“Typically, we’re not using grinding to make the whole bearing ring from a solid blank,” he points out.
“Bearing components often will get turned in a lathe, machined or drilled,” Biro says. “Then, they’ll use super-abrasive wheels (either CBN or diamond) to grind the raceways—and the flat, parallel faces of the races—to finish dimension.”
To make bearings from start to finish, having both technologies is a good idea, he says. “They often need to work in harmony to develop the best type of product. There are areas where machining can excel, and there are areas where grinding can excel. And if you can dial in a process where you get the best of both of those things, then you’ve got a winning recipe.”
What types of specialized techniques have you or machinists in your shop evolved for the high-precision parts common in aerospace, automotive and medical manufacturing?
Bearing materials for aerospace are closely controlled for the base metal chemical makeup, which determines the physical characteristics and properties of the final assemblies.
Each of these materials is selected based on the distinct characteristics of the metals and the environments where the assemblies will be used—in landing gear versus an engine, for example.
Here’s a quick primer on six materials commonly used in manufacturing aerospace bearings:
Alloy 52100 steel is the most popular material by volume used in the bearing industry. It’s a through-hardening type material with the same hardness from the surface into the core and then out through the other side. These are hardened to a very high level, typically a 58–60 or 62 Rockwell C, but that high hardness and strength reduces their ductility, so they don’t flex well.
M50 tool steel is a variant in the same family as 52100, but even though it’s through-hardened, it can operate in a higher temperature range than 52100. So, two identical bearings made of the two different materials could both be specified for use on the same aircraft, depending on the part of the plane where they’re used.
M50 NiL (a nickel-low carbon variant of M50) has been modified with the addition of nitrogen, which allows it to be case hardened on the outside while maintaining a softer core material. That makes the outer surfaces wear-resistant but leaves the inner core somewhat flexible, allowing it to adhere a bit and expand with a hot shaft, in order to prevent cracking.
440C stainless steel is highly resistant to corrosion, making it a common material for an exposed bearing that will see weather and possible immersion in saltwater, as well as exposure to hot and cold thermal cycling and interaction with oxygen.
SiN is a ceramic material commonly used for high-speed ball-bearings. It is highly wear-resistant, so the bearings can last quite a bit longer than a traditional heat-treated steel bearing.
HRSAs, or heat-resistant superalloys, are used in aerospace bearings for their corrosion resistance and retention of strength and hardness at high temperatures. Nickel-based HRSAs, such as Inconel 718, are the most widely used and constitute more than 50 percent of the weight of advanced aircraft engines. Cobalt-based HRSAs are even more corrosion-resistant at high temperatures and are used for combustion parts in the hottest engine areas. HRSAs are the most challenging materials to machine, requiring optimized tools and machining methods.
Author: Holly B. Martin
Holly B. Martin is a freelance technical copywriter and editorial consultant. After working as an engineer for seven years, Martin has written more than 1,000 scientific and technical web pages, bylined articles and blog posts helping educate journal readers.
To request a quote, please login to your existing account or register a new one. This helps us provide you with a personalized experience and keep track of your requests.