Solid round tools - How it´s made
In this video, you can follow the complete process in how solid end mills are developed, manufactured, reconditioned and recycled.
Watch time: 11:50 minutes
Watch time: 11:50 minutes
Supplier:
Sandvik Coromant
Posted date:
Jan 06, 2026
Posted date:
Jan 06, 2026
Looking for full transcript of video? Read now
A seemingly simple tool, a drill or an end mill, how hard can it be to develop, really? The answer is, much harder than you probably imagined. In this video, you can follow the complete process in how solid end mills are developed, manufactured, reconditioned and recycled, the complete process.
This video was previously featured on Sandvik Coromant's YouTube channel.
Browse End Mills From Sandvik Coromant
Video Transcript
Solid Carbide tools play an essential part in the global manufacturing industry. They are used in milling, drilling, tapping and reaming operations for all sorts of products. By constant improvement of the technology inside a tool, we can improve performance, safety conditions and efficiency. The standard recipe for a solid Carbide tool is approximately 90% tungsten carbide, 10% cobalt, and a small amount of a specific metal binder. The result tools made from one of the hardest materials in the world known for their outstanding performance and durability. This is how we make them. It all starts in the research and development department.
The R&D team creates a technical specification, and optimized solutions for specific materials and applications for the tool based on manufacturing needs, such as high quality, long and predictable tool life What we try to do is, starting from what are the needs from our customers, try to interpret them and to translate into a technical specification for our products. Building knowledge around all the application and solve the problems. From the idea to the industrialization there are many processes and many activities that we run to make sure to arrive to a launch with the right solution that is consistent and also of course to guarantee high quality in the product.
Developing a tool that is both more efficient and safer than any existing product on the market, while also being more sustainable is always a significant challenge. 3D modeling and simulations are used to develop the initial tool design. Simulations are useful for analyzing the physics of the cutting process and can help to eliminate the need for excessive testing and prototyping. This approach is not only sustainable, but also a smart and efficient use of resources.
These simulations are very accurate and break down the tool into thousands of nodes, performing millions of calculations to analyze the state of each node during the operation. The simulation captures various factors such as chip morphology, tool temperature and stresses, cutting forces and power. This data enables us to analyze how new geometric features can affect product performance and make informed design decisions. After obtaining the desired results,the first prototype is created. Now it is time to put the tool through some extensive testing. We measure the cutting forces and vibrations in the operation to get real time feedback on the cutting conditions and surface quality. After each test, the tool is inspected and measured in the lab. Advanced measuring techniques such as laser scanning, 3D scanning, and image processing are used to achieve a high level of precision that matches the manufacturing and design standards. Using these techniques, deviations as small as one micron can be detected. As a comparison, a strand of hair has a diameter of around 70 microns. Small changes can make a big difference in tool performance.
The data gathered in the lab, along with the test results, is used to optimize the tool design. Then it's back to testing. The purpose of testing is to validate simulation conditions and make necessary adjustments based on theoretical models. By utilizing simulations and data driven analyzes, we can minimize the number of prototypes needed before we ultimately arrive at the final design. In the technical office, we prepare and optimize the production process. I lead a team of six people dealing with machine programing for production, but also involved in the development of new products, with R&D. And also an important part is the design of new production processes. When new technologies are available. And our goal as an engineering department is to give a program that runs perfectly in the machines so the operators can be sure that the product coming out from the machine is the right one.
The design provided by the R&D team is used to develop a simulation program for the manufacturing process of the tool. This allows us to visualize how the tool will look when it comes out of the machine and make necessary adjustments to ensure it's suitable for the production environment. By doing a simulation, I can see a lot of things in the machine, how it goes, how it runs the program. Seeing the movement of the axis inside the machine. So in the simulation, I can see that I check everything, I check the cycle time and, the final goal is to send into production a good program that has no issues and also gives some instruction how to run it inside the machine. Are there any special operations? So the operator in the workshop, they need to know how to manage that.
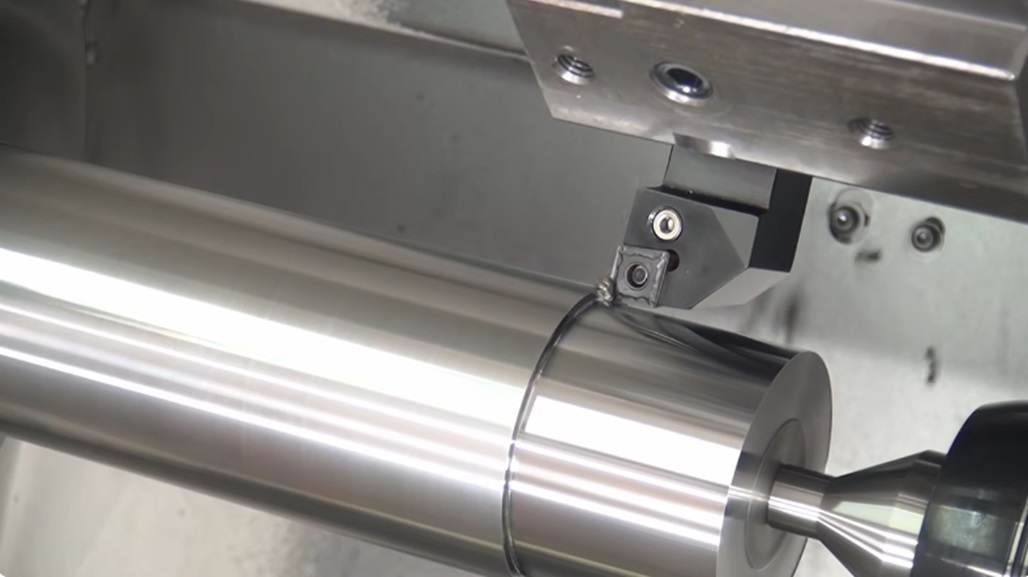
Once the technical office is satisfied with the simulation results, the program is ready for large scale manufacturing. It all starts with the blanks. They are created by mixing metal powder into a dough, which is formed two long rods and sintered in an oven with temperatures up to 1500 degrees. During this process, they shrink in size by 40%, but still keep its exact shape and form. Quality checks are made and they are then slit into blanks. The blanks are picked up from the storage room and brought to the grinding area. Depending on the requirements, some blanks need to be reduced in diameter using an outer diameter grinding machine. The diameter is inspected and measured to ensure that the requirements are met.
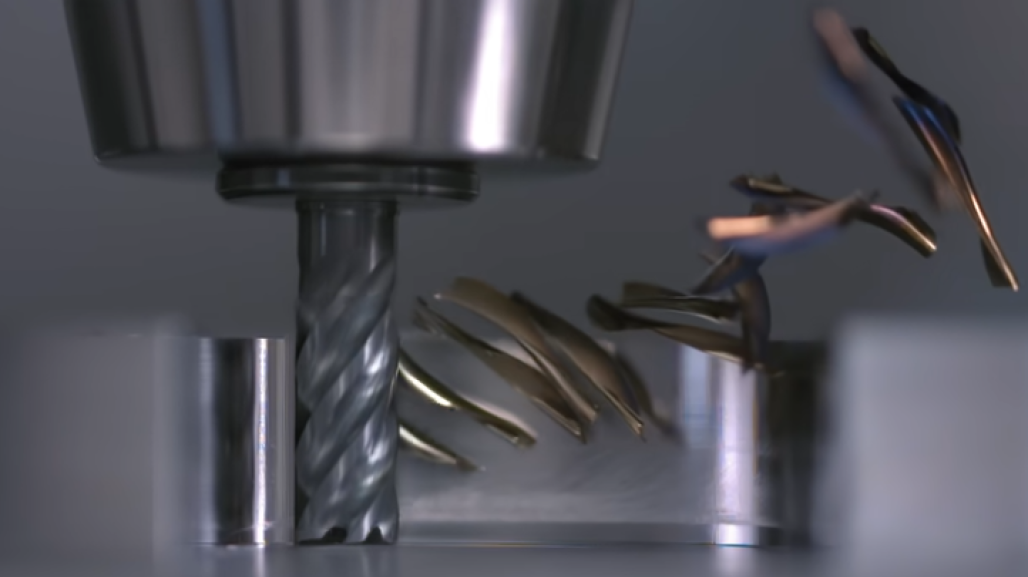
The next step is flute grinding. This process is what gives the tool its basic shape and form to grind the hard blanks. Wheels made of more than 150 million synthetic diamonds are used. Each wheel has a specific grain and bond to guarantee a required finish on the tool. The wheels are balanced and shaped in a dedicated area of the factory. Up to six different wheels are used during the production of each tool. The flutes are grown to an exact pitch and shape for optimal chip evacuation and cutting performance. It's a highly automated process with grinding machines that are equipped with robots for loading and unloading. They can also measure and fine tune the operations, allowing for production to run completely unmanned for hours. Every year these machines produce hundreds of thousands of tools. High consideration is given to sustainability by recycling the vegetable oil used for cooling in the manufacturing process. We inspect and measure different parameters, such as diameter, radius and helix angles to confirm that the tool still meets the desired specifications. After the grinding process, the cutting edge is extremely sharp, which is not often optimal for the cutting process. A slightly rounded edge can offer improved performance based on the material and cutting conditions. A slightly rounded edge with a radius of two microns can improve the tool life by up to 10 times based on the material and cutting conditions. This is achieved by dipping the tool into a rotating drum filled with fine grained sand. With this process we use a special sand, which is based on aluminum oxide. The value of roundness that you need to achieve could be four, five or eight microns and the quality of the edges we use different medias. So from roughing to really thin finishing media.
To ensure proper coating adhesion, the tool is cleaned using an ultrasonic washing machine which removes any residual material. Following cleaning, the tool is dried using a vacuum cycle. Now the tool is ready to be coated. We place it in a vacuum chamber where a mix of gas is injected as the temperature increases, a thin layer of metal carbon nitride coating is applied to the tool. It enhances resistance to both heat and wear. This process takes between 4 to 5 hours, and the chamber reaches up to more than 500 degrees Celsius. High pressure air is then used to remove dust and debris to ensure optimal machining results.
After coating we have a final inspection on all the tools we have produced. In the production we do random checks on each batch to see if there are any defects before marking. So after months of research and development and days of manufacturing, the tool is finally ready to be laser marked and shipped to customers all over the world. They all get a quality tool that can perform to the highest demands of the manufacturing industry for improved sustainability and tool economy customers can send the tool back to the factory for reconditioning. The tool’s geometry is then reconditioned to its original specifications and, if necessary, new coating is applied. A final inspection is conducted before the tool is sent back. With normal wear, this process can be repeated up to three times with a 100% quality guarantee. Once it is completely worn out, we buy back the tool. The metals are separated in an advanced process and become raw material for future tools.