Tips: How to analyze chip formation
Generating suitable chip forms and sizes and evacuating them is vital for the success of any drilling operation. This video provides tips on chip control when using solid carbide drills or exchangeable-tip drills.
Watch time: 3:15 minutes
Watch time: 3:15 minutes
Supplier:
Sandvik Coromant
Posted date:
Jun 23, 2026
Posted date:
Jun 23, 2026
Looking for full transcript of video? Read now
Generating suitable chip forms and sizes and evacuating them is vital for the success of any drilling operation. Unsatisfactory performance in this area can affect process security, tool life and hole quality. This video provides tips on chip control when using solid carbide drills or exchangeable-tip drills.
This video was previously featured on Sandvik Coromant's YouTube channel.
Explore Drills From Sandvik Coromant
Video Transcript
Generating suitable chip forms and sizes and evacuating them is vital to the success of any drilling operation. Unsatisfactory performance in this area can affect process security, tool life and hole quality. This episode will provide tips on chip control when using solid carbide drills and exchangeable-tip drills.
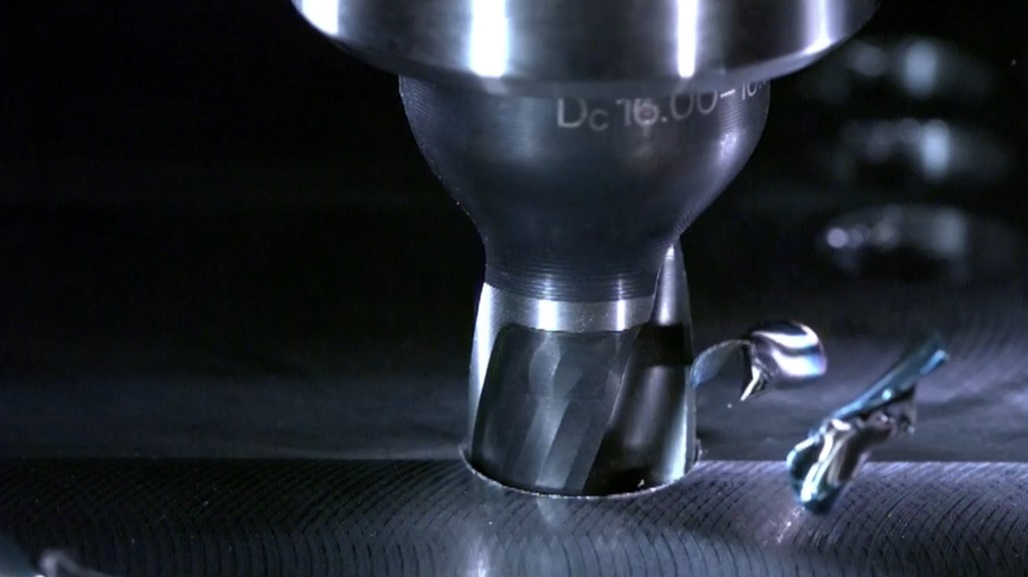
Chip formation and chip evacuation is a critical issue in drilling. It is influenced by several factors such as the work piece material, drill/tip geometry, coolant pressure/volume and cutting data. So how do we analyze chip formation and improve the process?
Understanding and reviewing the chip formation mechanism is crucial to optimize chip evacuation, the machining parameters and for troubleshooting. When drilling with solid carbide or exchangeable-tip drills, the entrance chip from entry into the work piece is always long. This is normal. However, needles on the periphery of the starting chip may be a sign of imbalance within the process. Several factors can cause this imbalance. Run-out, inclined entrance, a feed rate which is too high, unstable or weak conditions or even corner breakage or wear. When exiting the work piece, parts of the cutting edge will no longer be in cut. Therefore, the exit chip will look like this, which is normal.
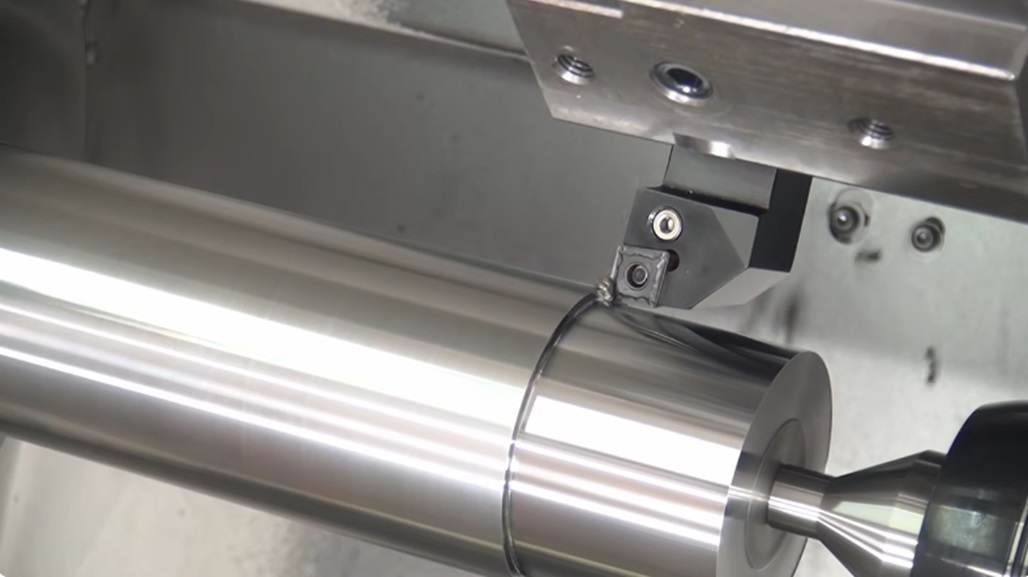
Now let's take a closer look at some typical chip shapes and sizes, with this chip chart. The ultimate goal is to achieve a chip with a cone or a C-shape, which is not too long, as featured in this first square. If you look at the chips in the second square, they have tails that are too long which could cause chip jamming. To shorten the chips, adjust cutting data by increasing the spindle speed.
Now let's take a look at the third square. The chips are too thick, which can affect tool life. This can be improved by reducing the feed rate. Finally, chips featured in the last square are too open. This indicates a feed rate which is too low. Therefore, time in cut is too long, which affects tool life, as the heat of the cutting edge may be too high.
Now, let's take a look at all these undesirable chip forms. They all indicate chip jamming or a tendency for chip jamming. Typical for this is scratch marks on the chips, squeezed chips, unbroken chips, chips stuck together like a train or strings. To avoid these undesirable chip forms, adjust cutting data and make sure coolant flow is sufficient.
In summary, reviewing the chip formation and taking it into consideration when selecting the appropriate cutting data, together with sufficient coolant flow, can contribute to improving chip evacuation and drill efficiency. This leads to savings in time and money, hence improved productivity, prevention of tool breakage and reduced machine down time. For more SMART tips contact one of our specialists or visit our website.