In-process probing is quickly becoming commonplace as machine tools grow more automated. Here’s what you need to know about the advantages of this practice.
Still setting tool lengths and diameters manually? How about picking up work offsets? Each of these practices is error-prone and a hassle besides, so why do it?
On-machine probing systems have been around nearly as long as the CNC lathes and machining centers to which they are attached. They’re fast, easy-to-use and increasingly capable, eliminating the need for wigglers and edge finders, devices that are as obsolete as paper tape and high-speed tool bits.
“The ability to perform these and other critical inspection tasks directly in the machine tool not only reduces part variation but eliminates machine downtime and the costly re-fixturing of parts for post-process measurement.”
Manuel Müller ,Hexagon
Manuel Müller thinks so, too. A product marketing manager for machine tool measurement at Hexagon’s Manufacturing Intelligence division, he notes that establishment of tool length offsets and workpiece locations continues to be “a standard use of this technology for the majority of machine tools and remains the core function of all standard probing systems. This is why Hexagon continues to provide new capabilities in this area, among them an automated ‘Best-Fit’ alignment function within our measurement software.”
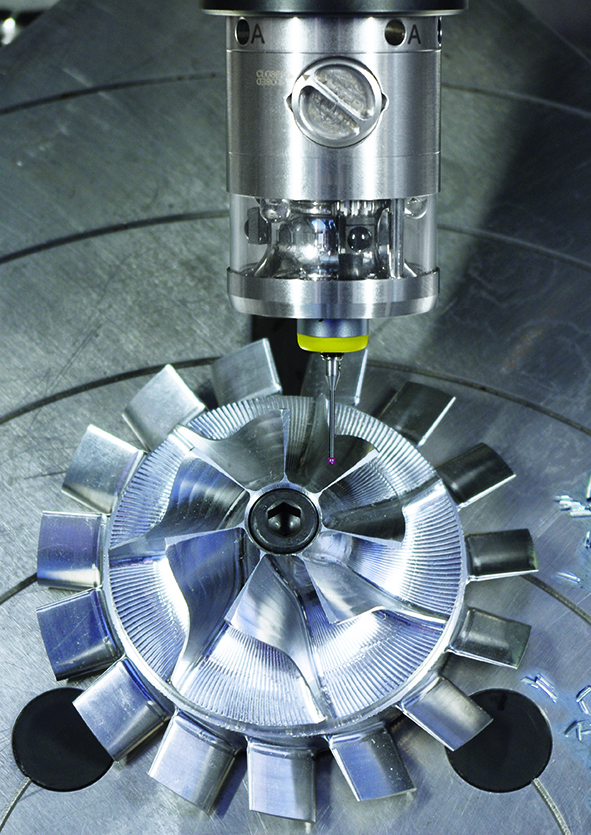
In-process part measurement via touch probing is quickly becoming a central component of any metrology strategy. (Image courtesy of Hexagon)
With production environments becoming smarter and manufacturers aiming to automate processes as effectively as possible, the demand for in-process measurement of all kinds is growing, Müller says.
“We offer laser scanners for surface measurement, ultrasonic probes for checking wall thicknesses, and temperature probing to measure thermal changes during machining,” he says. “The ability to perform these and other critical inspection tasks directly in the machine tool not only reduces part variation but eliminates machine downtime and the costly re-fixturing of parts for post-process measurement.”
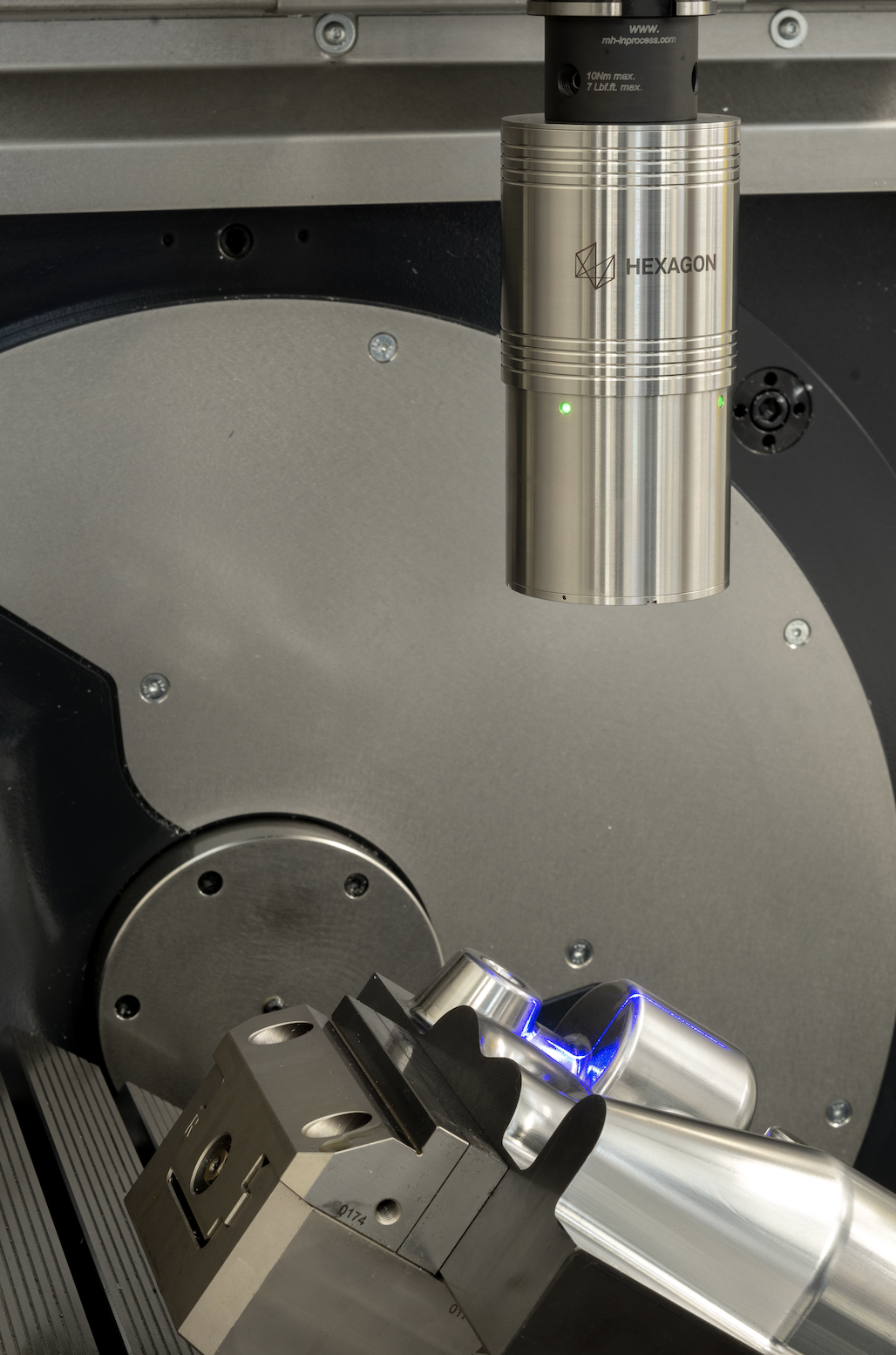
The m&h LS-R-4.8 can capture around 40,000 measurement points a second and securely transmit data to the receiver, which enables operators to change the sensor automatically without manual intervention. (Image courtesy of Hexagon)
The question then becomes, what kind of probe should I buy? For tool length measurement, workpiece setting and dimensional checking of part features, Müller suggests that the widely available infrared probes are capable of performing all standard measurements on machine tools and are a well-established technology. They can’t be disturbed by Wi-Fi or industrial radio transmission, making the transmission very secure.
The limitation with infrared, however, is in the amount of data that can be transmitted, as well as the limited distance between probe and receiver. On larger machines or where more sophisticated measurement methods are needed—including the laser scanning and wall-thickness measurements just mentioned—radio transmission is a more powerful option.
Whatever the technology, what’s most important is to get started.
“Some see inline measurement as a time-consuming barrier to productivity, and that it subtracts from the available machining time,” Müller says. “But by adding measurement capabilities directly to a machine tool, manufacturers can avoid the costly rework and external measurement activity that leads to production bottlenecks. The small time investment needed for inline measurement actually gives manufacturers more time to produce better parts and contributes to increased efficiency and productivity.”
Climbing the Pyramid
Dan Skulan, general manager of industrial metrology at Renishaw Inc., couldn’t agree more.
Like Hexagon, Renishaw offers a variety of in-machine probing solutions, all aimed at making manufacturers more productive. Yet Skulan recommends that customers take a holistic view of their machining operations if they’re to achieve the best results from in-line metrology, starting with the machine tool itself.
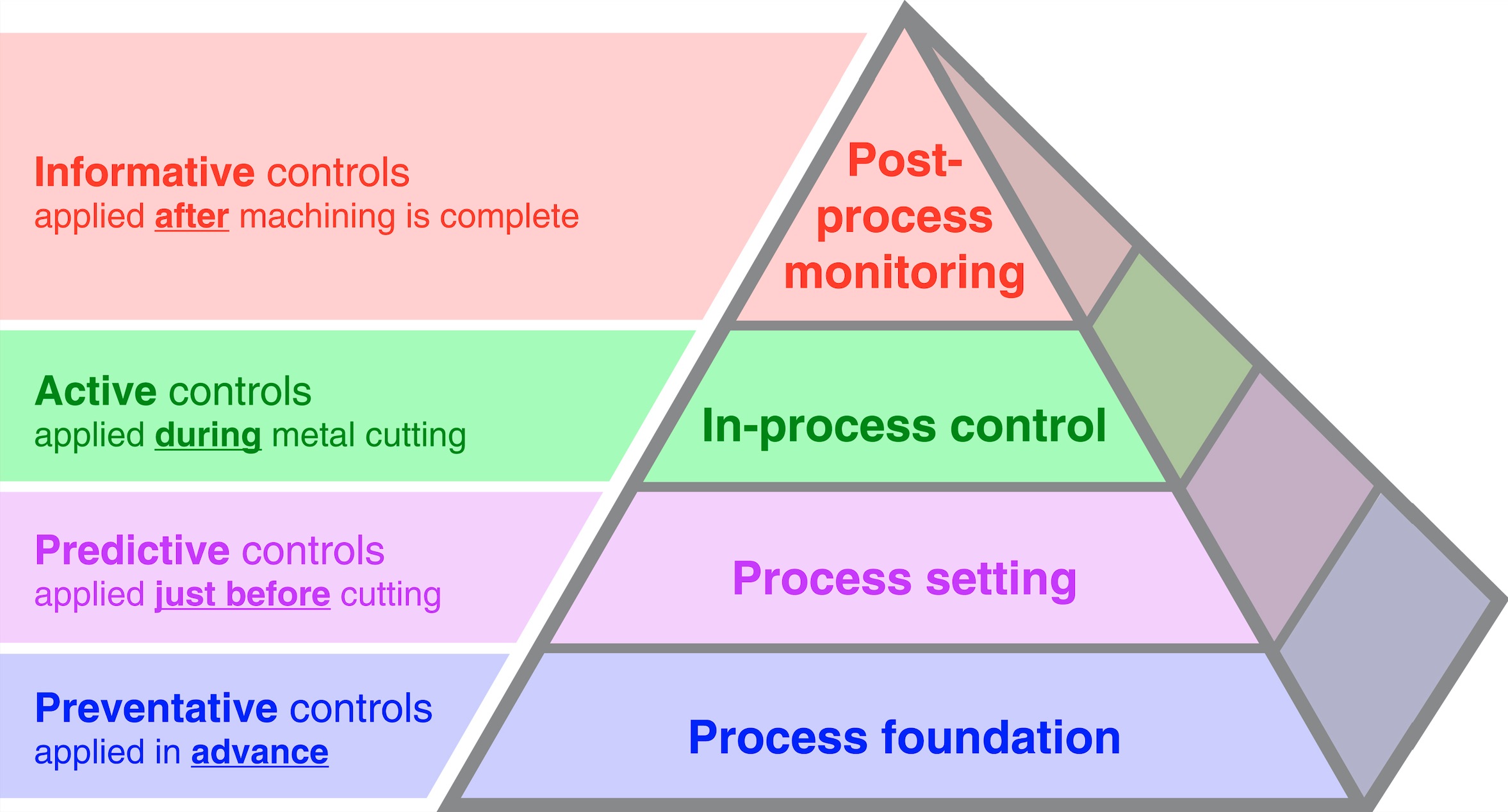
Renishaw’s probing process pyramid illustrates the four basic functions of in-machine probing. (Image courtesy of Renishaw)
“Probing provides four basic functions, all of which are equally necessary,” he says. “The first one is to routinely assess a machine’s accuracy and positioning capabilities by measuring a known artifact. Major aerospace, automotive, medical and other smart manufacturers often validate their CNC equipment in this manner prior to any machining operation, especially on high-value parts.”
Second on the list are the semi-automated tool length and work offset setup functions already discussed, followed by closed-loop process control. It’s this third capability that should be most attractive to automated and lights-out manufacturers since it allows them to adjust for tool wear and other process variables without a human in attendance. This is followed by actual part inspection, which in certain circumstances can eliminate costly trips to the quality lab.
“Here again, some of the large aerospace manufacturers are leading in this respect by using their CNC machines to inspect high-value parts, saving them significant sums of money,” Skulan says. “They can do so because their equipment is traceable to the known artifact I mentioned earlier, and because they routinely calibrate their machine with laser interferometer and ballbar systems.”
Unfortunately, the macro programming needed to put probes through their paces has a reputation as being difficult to learn. And while there’s some truth to this, Skulan says such concerns shouldn’t deter any shop from pursuing an in-process metrology solution.
“This is why we developed our Productivity+ Scanning Suite, which provides a range of advanced toolkits, macro generation among them,” he says. “An aerospace manufacturer repairing a turbine blade, for instance, can use it to probe a welded workpiece and send the data to a CAM system for toolpath creation. Similar applications exist for 3D-printed parts, castings and other near-net shapes, mold and die rework, and so on.”
The software also supports 2D and 3D scanning of prismatic parts as well as freeform surfaces, machine health checks, data reporting capabilities, and graphical editing of probing routines, largely eliminating the need to learn macro programming.
“If you’ve played a video game, you can program a probe,” he says. “It’s that easy. But even if it weren’t, it’s imperative for any shop concerned with long-term survival to install probing on their machine tools. It’s one of the best ways to increase margins and become more productive, especially given the current shortage of skilled labor.”
3D scanning of parts driven by Renishaw Productivity+ Scanning Suite provides toolkits for adaptive scanning and cutting of unique surface topologies. (Image courtesy of Renishaw)
Shop Hardened: CMMs Beat Traditional Gauging Hands Down
There’s no shortage of reasons to place a coordinate measuring machine (CMM) on the production floor. Fortunately, there’s no shortage of good equipment, either.
A Hexagon representative might suggest the company’s TIGO SF or Leitz SIRIO. A Mitutoyo salesperson would likely point to the MiSTAR 555, while Zeiss promotes its DuraMax. There’s also Renishaw’s Equator, which is technically not a CMM but rather a gauging system that accomplishes the same thing.
What’s the difference between these and traditional “inspection grade” CMMs?
For starters, these robust measuring machines are typically “hardened” against dirt and other contaminants. Their guideways are covered, and rather than air bearings, mechanical guideways not unlike those found in CNC machinery are used. They’re also far more stable in the face of temperature fluctuations, and some offer passive or even active vibration dampening, proof against the rumble of passing fork trucks or the steady wham-wham-wham of a nearby turret punch.
Whatever the brand, whatever its capabilities, a shop floor CMM eliminates the downtime incurred when machinists and sheet metal fabricators are made to wait for buyoff from the quality department on a first article. More importantly, it eliminates the huge potential for scrap when they don’t get it. Unlike traditional metrology tools such as micrometers and height gauges, a CMM can often measure every one of a part’s features in a single inspection process, further increasing shop floor efficiency.
They’re also easier to use than conventional gauging. Just set the part on an inspection fixture, call up the program, and get measuring. There’s no chance of missing a part feature, and one CMM can inspect practically any part that fits within its usually generous measurement volume. And for shops that have made the leap to robotic machine tending, many shop floor CMMs can be integrated into an automated manufacturing cell, assuring that parts remain in tolerance while humans are off doing more value-added tasks.
Author: Kip Hanson
Kip Hanson is a freelance writer and manufacturing consultant. Hanson, who is the proprietor of KAHMCO LLC, has more than 40 years experience in manufacturing, machine tools, fabrication and ERP systems. In addition, Hanson is a contributing editor at Manufacturing Engineering, Shop Metalworking Technology and others. He has been writing about manufacturing technology since 1998.
To request a quote, please login to your existing account or register a new one. This helps us provide you with a personalized experience and keep track of your requests.